





























590
Program Example
Section 10-1
06) When the system variable (SW022A) is 2, the command of 07) is exe-
cuted. When it is not 2, the program jumps to 10). (Latch completed)
(With interrupt feeding, the axis returns to the origin after operations of
other axes. Without interrupt feeding, the axis returns to the origin imme-
diately.)
07) to 08) Other axes are operated.
09) This is the end of IF command from 06).
10) The axis returns to the origin.
11) to 12) After completion of positioning, 1 is output to the general output
(OW0BA0).
13) The program advance will be held until the general input (IW0B00)
becomes 1.
14) The general output (OW0BA0) is cleared to 0.
15) The program is completed.
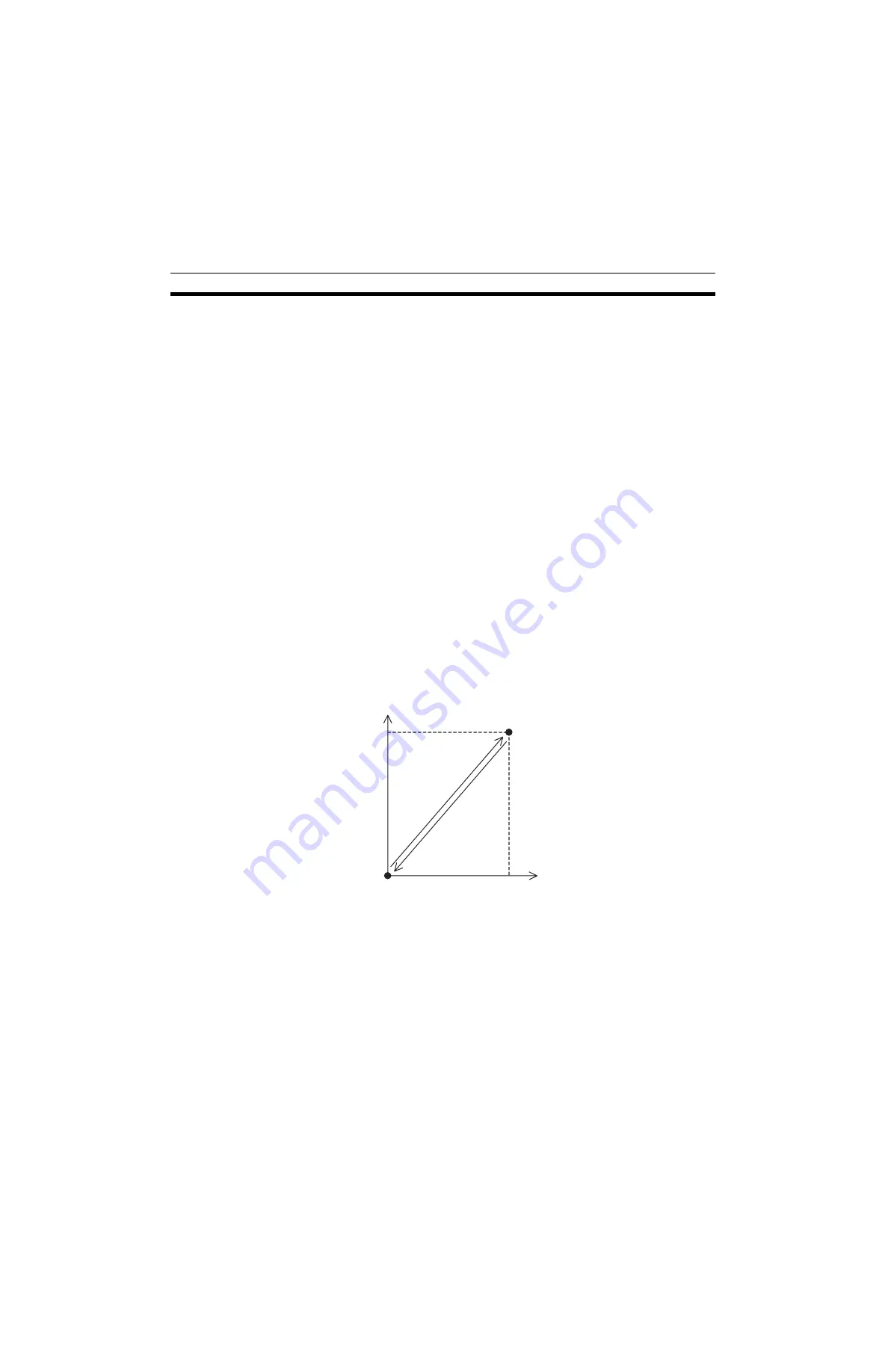
10-1-15 Time-specified Positioning (MOVET)
Explanation of the
operation
• This program is used to perform positioning within a specified time period.
• This example shows the following operation; the axes move to the posi-
tion [J01]10000, [J02]20000 in 3 seconds and 1 is output to the general
output. When the general input becomes 1, the general output is cleared
to 0. Finally, the axes return to the origin in 6 seconds.
Attention
• When the speed of the axis exceeds the maximum rapid feed rate
(P2AA01), the alarm [200Bh: Time specification error] will occur.
• If override other than 100% is used, the specified time period cannot be
kept.
Program
01) PROG P019 Q00000003;
02) MOVE [J01]0 [J02]0;
03) MOVET [J01]10000 [J02]20000 T3000;
04) NOPS;
05) #OW0BA0 = 1;
06) WAIT #IW0B00 = = 1;
07) #OW0BA0 = 0;
08) MOVET [J01]0 [J02]0 T6000;
09) END;
Explanation of the
program
01) A program No. and axes to be used are specified.
02) The axes return to the origin.
J02
J01
20000
10000
0
3 sec
6 sec
Summary of Contents for CS1W-MCH71 -
Page 2: ...CS1W MCH71 CJ1W MCH71 Motion Control Unit Operation Manual Revised June 2008 ...
Page 3: ...iv ...
Page 29: ...xxx ...
Page 33: ...xxxiv ...
Page 35: ...xxxvi ...
Page 39: ...xl ...
Page 69: ...24 Performance Section 1 7 ...
Page 99: ...54 Connecting MECHATROLINK Devices Section 3 5 ...
Page 283: ...238 Saving Data Section 5 4 ...
Page 417: ...372 Command Details Section 6 3 ...





















































