





























DVP-15MC Series Motion Controller Operation Manual
11-290
11
1
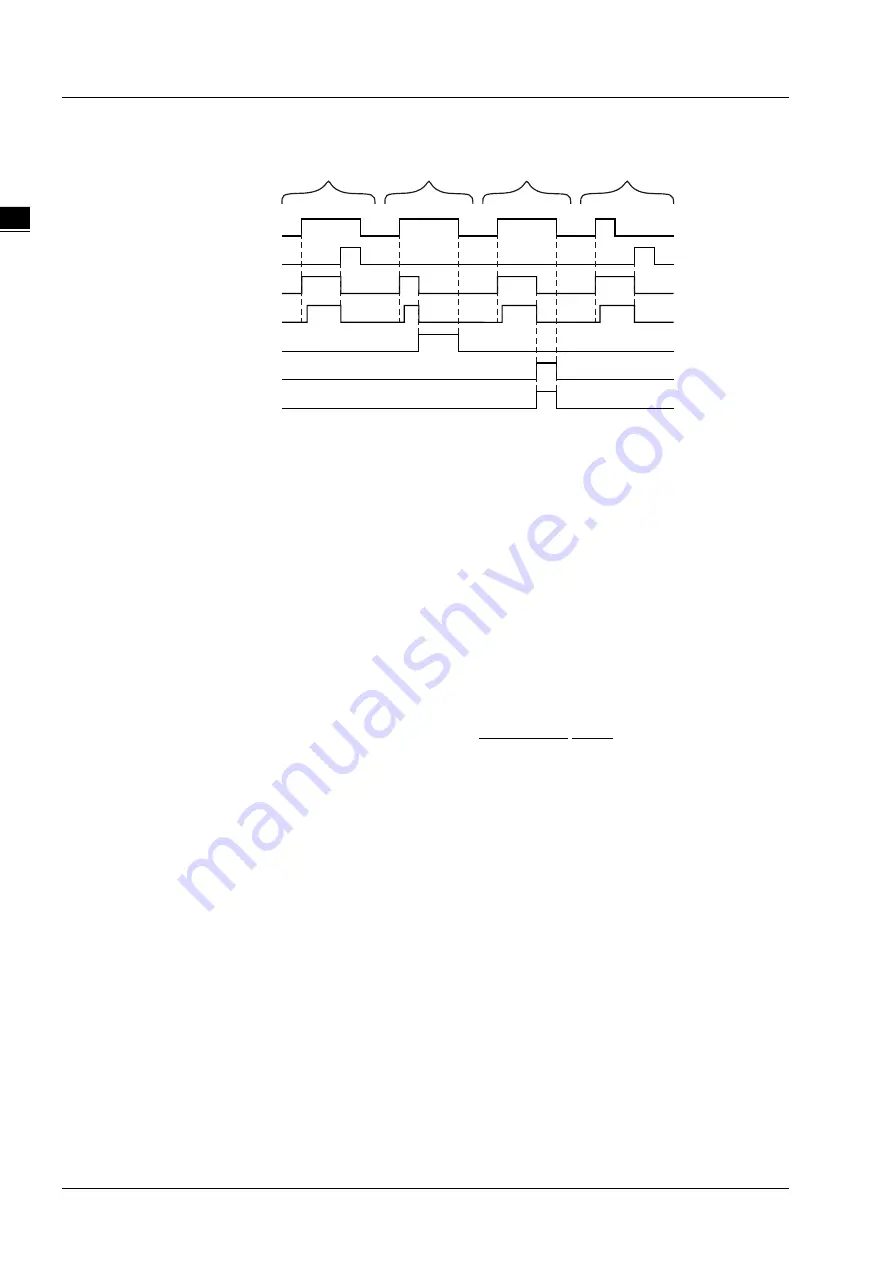
Output Update Timing Chart
Ex ec ute
Done
B usy
Ac tive
Co mma ndAbo rt ed
Error
Case 1
Case 2
Case 3
Case 4
Error I D
Case 1
:
When
Execute
changes from FALSE to TRUE,
Busy
changes to TRUE and one cycle later,
Active
changes to TRUE. When positionging is done,
Done
changes to TRUE. Meanwhile
Busy
and
Active
change to FALSE.
Case 2
:
If the instruction is aborted by MC_Stop or MC_Halt after
Execute
changes from FALSE to
TRUE,
CommandAborted
changes to TRUE and meanwhile
Busy
and
Active
change to
FALSE. When
Execute
changes from TRUE to FALSE,
CommandAborted
changes to FALSE.
Case 3
:
When an error occurs after
Execute
changes from FALSE to TRUE,
Error
changes to TRUE
and
ErrorID
shows corresponding error code. Meanwhile,
Busy
and
Active
change to FALSE.
Error
changes to FALSE when
Execute
changes from TRUE to FALSE.
Case 4
:
When the instruction execution is finished after
Execute
changes from TRUE to FALSE during
the instruction execution,
Done
changes to TRUE and meanwhile,
Busy
and
Active
change to
FALSE. One cycle later,
Done
changes to FALSE.
Function
DMC_CartesianCoordinate instruction is used for controlling the Cartesian-coordinate robotic arm to
make the interpolation in accordance with G code. It is applied to the engraving machine and sewing
machine which regard the Cartesian coordinate robot as mathematical model. The firmware of V1.01
and above supports the function.
1.
Pause
is used for temporarily stopping the execution of G code. After
Pause
is set to TRUE, the
terminal actuator wil reduce its velocity to 0 according to the specified deceleration rate. When
pausing is finished,
Pause
is set to FALSE. The terminal actuator will speed up at the specified
acceleration rate till the target velocity is reached and the G code interpolation will continue.
2.
Stop
is used to terminate the execution of G code. Once
Stop
is set to TRUE, the terminal actuator
will stop immediately and meanwhile
Done
of the instruction changes to TRUE and the G code
execution is terminated.
3.
VelOverride
is used for changing the velocity of the terminal actuator ranging from 0~500 with the
unit: %. “100” means “100%”. The velocity of the terminal actuator after modification= The velocity
of the terminal actuator before modification x override value.
The axis will accerate or decelerate till the target velocity after modification is reached according to
the acceration rate and deceleration rate of the G code which is being executed currently.
4.
NCFile
is used to specify the NC file number for execution. The number is the ID of the CNC file
built in the programming software.
5.
AxesGroup
is to specify the number of the axes group which is to perform G code.
6. Before using the DMC_CartesianCoordinate instruction, the axes in the axes group must be in
standstill. Otherwise, there will be an error in the instruction execution.
Summary of Contents for DVP-15MC Series
Page 19: ...DVP 15MC Series Motion Controller Operation Manual 1 4 _1 MEMO...
Page 23: ...DVP 15MC Series Operation Manual 2 4 _2 MEMO...
Page 31: ...DVP 15MC Series Motion Controller Operation Manual 3 8 _3 MEMO...
Page 75: ...DVP 15MC Series Motion Controller Operation Manual 6 26 _6 MEMO...
Page 87: ...DVP 15MC Series Motion Controller Operation Manual 7 12 _7 MEMO...
Page 432: ...Chapter 8 Logic Instructions 8 345 8_ MEMO...
Page 470: ...DVP 15MC Series Motion Controller Operation Manual 10 34 10 MEMO...
Page 878: ...DVP 15MC Series Motion Controller Operation Manual 11 408 11 1 MEMO...
Page 920: ...DVP 15MC Series Motion Controller Operation Manual A 16 A MEMO...
Page 941: ...D 1 D Explanation of Homing Modes Table of Contents D 1 Explanation of Homing Modes D 2...
Page 966: ...DVP 15MC Series Motion Controller Operation Manual D 26 D MEMO...







































































