




























5 - 95
Chapter 5 Data Used for Positioning Control
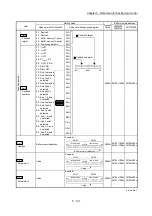
When "
Pr.1
Unit setting
" is "inch"
The table below lists the control methods that require the setting of the arc
address and shows the setting range.
(With any control method excluded from the table below, the arc address does not
need to be set.)
Da.2
setting value
Value set with GX Works2
(inch)
Value set with sequence program 1
(
10
-5
inch)
ABS circular sub
: 0DH
ABS circular right
: 0FH
ABS circular left
: 10H
Set the address
-21474.83648 to 21474.83647 2
Set the address
-2147483648 to 2147483647
INC circular sub
: 0EH
INC circular right
: 11H
INC circular left
: 12H
Set the movement amount
-21474.83648 to 21474.83647 2
Set the movement amount
-2147483648 to 2147483647 2
1: Set an integer because the sequence program cannot handle fractions.
(The value will be converted properly within the system.)
2: Note that the maximum radius that circular interpolation control is possible is 536870912 (
10
-5
inch), although the
setting value can be input within the range shown in the above table, as an arc address.
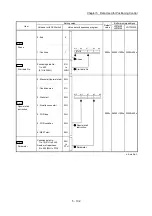
Da.8
Command speed
Set the command speed for positioning.
(1) If the set command speed exceeds "
Pr.8
Speed limit value
", positioning will be
carried out at the speed limit value.
(2) If "-1" is set for the command speed, the current speed (speed set for previous
positioning data No.) will be used for positioning control. Use the current
speed for uniform speed control, etc. If "-1" is set for continuing positioning
data, and the speed is changed, the following speed will also change.
(Note that when starting positioning, if the "-1" speed is set for the positioning
data that carries out positioning control first, the error "No command speed"
(error code: 503) will occur, and the positioning will not start.
Refer to Section 16.5 "List of errors" for details on the errors.)
Pr.1
setting value
Value set with GX Works2
(unit)
Value set with sequence program
(unit)
0 : mm
0.01 to 20000000.00 (mm/min)
1 to 2000000000 (
10
-2
mm/min)
1 : inch
0.001 to 2000000.000 (inch/min)
1 to 2000000000 (
10
-3
inch/min)
2 : degree
0.001 to 2000000.000 (degree/min)
1
1 to 2000000000 (
10
-3
degree/min)
2
3 : PLS
1 to 1000000000 (PLS/s)
1 to 1000000000 (PLS/s)
1: The range of command speed when "
Pr.83
Speed control 10 x multiplier setting for degree
axis" is valid: 0.01 to 20000000.00 (degree/min)
2: The range of command speed when "
Pr.83
Speed control 10 x multiplier setting for degree
axis" is valid: 1 to 2000000000 (
10-2 degree/min)
Содержание MELSEC-L Series
Страница 1: ...MELSEC L LD77MS Simple Motion Module User s Manual Positioning Control LD77MS2 LD77MS4 LD77MS16 ...
Страница 2: ......
Страница 30: ...MEMO ...
Страница 70: ...2 10 Chapter 2 System Configuration MEMO ...
Страница 83: ...3 13 Chapter 3 Specifications and Functions MEMO ...
Страница 103: ...3 33 Chapter 3 Specifications and Functions MEMO ...
Страница 107: ...3 37 Chapter 3 Specifications and Functions MEMO ...
Страница 111: ...3 41 Chapter 3 Specifications and Functions MEMO ...
Страница 115: ...3 45 Chapter 3 Specifications and Functions MEMO ...
Страница 140: ...4 22 Chapter 4 Installation Wiring and Maintenance of the Product MEMO ...
Страница 253: ...5 113 Chapter 5 Data Used for Positioning Control MEMO ...
Страница 342: ...5 202 Chapter 5 Data Used for Positioning Control MEMO ...
Страница 438: ...7 20 Chapter 7 Memory Configuration and Data Process MEMO ...
Страница 440: ...MEMO ...
Страница 485: ...9 25 Chapter 9 Major Positioning Control MEMO ...
Страница 594: ...9 134 Chapter 9 Major Positioning Control MEMO ...
Страница 624: ...10 30 Chapter 10 High Level Positioning Control MEMO ...
Страница 656: ...11 32 Chapter 11 Manual Control MEMO ...
Страница 690: ...12 34 Chapter 12 Expansion Control MEMO ...
Страница 798: ...13 108 Chapter 13 Control Sub Functions MEMO ...
Страница 866: ...14 68 Chapter 14 Common Functions MEMO ...
Страница 884: ...15 18 Chapter 15 Dedicated Instructions MEMO ...
Страница 899: ...16 15 Chapter 16 Troubleshooting MEMO ...
Страница 1036: ...Appendix 88 Appendices MEMO ...
Страница 1039: ......





















































