




























Inspection and Maintenance — GEK 107048
Hot Gas Path Inspection — Inspection Procedures
HGP-I-12
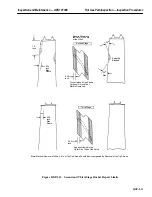
a. Second stage bucket cracks are repairable if located in the outer 20% of the airfoil and up to
0.250 in. in length. See Figure HGP-I.12 Second Stage Bucket Repair Limits.
b. Third Stage bucket cracks are repairable if located in the outer (1/3) one-third of the airfoil
and up to 0.350 in. in length. See Figure HGP-I.12 Third Stage Bucket Repair Limits.
These cracks can be repaired by blending the airfoil in the area of the crack while maintaining
radii at all intersection points. The leading edge radius must also be retained in the repaired
area.
2. Missing Metal — Missing material in the second and third stage buckets is acceptable if the airfoil
can be contoured to the same limits as crack repair.
3. Dents — Dents are acceptable, as long as the dent is not located in the bucket root fillet (interface
between airfoil and platform) or in the shroud fillet (interface between airfoil and shroud).
Dents containing cracks or those located in the shroud fillet are repairable. Repairable dents should
be hand polished to remove foreign material in the area of the dent, and fluorescent penetrant in-
spected for cracks. Blend smooth all dents.
4. Air-cooled second stage buckets must pass a 0.050 in. diameter wire through all four holes from
the bucket tip to beyond the platform. An additional check should be made to insure that the pas-
sageway through the bucket shank is open and clear.
5. Corrosion — Corrosion on second and third stage buckets to a depth of more than 0.025 in. has
not been observed. Such a condition is acceptable. If a more serious corrosion is noted, the obser-
vations should be reported to your General Electric Company Field Service Representative.
Radial Seal Pin Grooves
Radial Seal Pin Groove Repair Limits, see Figure HGP-I.13.
Cracks and damaged material may be blended within these allowances:
1. Region I — No missing material allowed
2. Region II — Outer lands 0.500 in. missing metal on both sides
3. Region III — No missing material allowed
4. Region IV — Blending allowed in this region
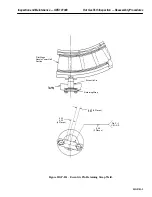
Wheelspace Seals/Angel Wings
Rubbed wheelspace seals are suitable for continued operation as long as the corresponding wheel-
space temperatures are within operating limits.
Axial cracks are common and are acceptable in region “A” providing they do not penetrate the seal
to shank radius “B” shown in Figure HGP-I.14.
Seals that have the upturned edge rubbed off are unsuitable for use, see Figure HGP-I.14.
Summary of Contents for MS6001B
Page 2: ...Gas Turbine Inspection and Maintenance GEK 107048 I 2 THIS PAGE INTENTIONALLY LEFT BLANK ...
Page 4: ...Inspection and Maintenance Note THIS PAGE INTENTIONALLY LEFT BLANK ...
Page 13: ...INSERT TAB INTRODUCTION ...
Page 14: ......
Page 25: ...INSERT TAB STANDARD PRACTICES ...
Page 26: ......
Page 87: ...INSERT TAB AUXILIARY CONTROLS SYSTEMS MAINTENANCE ...
Page 88: ......
Page 133: ...INSERT TAB SCHEDULED TURBINE MAINTENACE ...
Page 134: ......
Page 157: ...INSERT TAB COMBUSTION INSPECTION ...
Page 158: ......
Page 239: ...INSERT TAB HOT GAS PATH INSPECTION ...
Page 240: ......
Page 313: ...INSERT TAB MAJOR INSPECTION ...
Page 314: ......
Page 316: ...Inspection and Maintenance GEK 107048 Major Inspection 2 THIS PAGE INTENTIONALLY LEFT BLANK ...
Page 363: ...INSERT TAB MAINTENANCE FORMS ...
Page 364: ......







































































