


























Combustion Inspection — Inspection Procedures
Inspection and Maintenance — GEK 107048
CI-I-17
Table CI-2
— Continued
Inspection Limits, MS-6001B DLN-1 Liners
See Figures CI-I.6, CI-I.7 and CI-I.8
CAUTION
The inspection criteria in this Table CI-2 applies to
General Electric Company supplied DLN-1 combustion
liners only.
Inspect
Maximum Acceptable
Limits
Disposition (For Parts
Beyond Max. Limits)
Liner Stops
1.
Wear on downstream end
0.060 inch
Repair
2.
Wear on sides
0.190 inch metal remaining
Repair
3.
Cracks (weld or parent metal)
None
Repair weld
Liner Rivets
1.
Weld cracks
None
Repair
2.
Missing rivets
None missing
Replace rivets
*“Replace” does not mean liner must be scrapped; this part can be repaired by qualified General
Electric Company personnel.
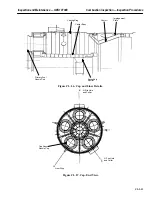
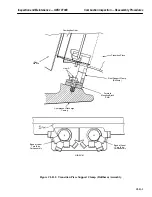
Operation 7 — How to Inspect Crossfire Tubes and Spring Retainers
1. Inspect crossfire tubes for evidence of distortion, cracks, missing metal, burn-through and wear.
Inspect the flanges for cracks. Use Table CI-3 for inspection criteria.
2. Inspect crossfire tube retainers for wear and evidence of distortion. Use Table CI-3 for inspection
criteria.
3. Record findings on Inspection Form PGS/GT-FF-6404.
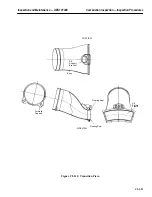
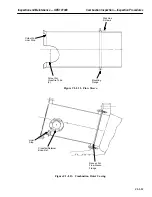
Operation 8 — How to Inspect Transition Pieces
1. Clean and fluorescent penetrant inspect each of the following areas on transition pieces for crack-
ing. See Figure CI-I.10 and CI-I.11 and Table CI-4 for inspection criteria.
a. Aft bracket to body for cracks.
b. Aft brackets for cracks and wear.
Summary of Contents for MS6001B
Page 2: ...Gas Turbine Inspection and Maintenance GEK 107048 I 2 THIS PAGE INTENTIONALLY LEFT BLANK ...
Page 4: ...Inspection and Maintenance Note THIS PAGE INTENTIONALLY LEFT BLANK ...
Page 13: ...INSERT TAB INTRODUCTION ...
Page 14: ......
Page 25: ...INSERT TAB STANDARD PRACTICES ...
Page 26: ......
Page 87: ...INSERT TAB AUXILIARY CONTROLS SYSTEMS MAINTENANCE ...
Page 88: ......
Page 133: ...INSERT TAB SCHEDULED TURBINE MAINTENACE ...
Page 134: ......
Page 157: ...INSERT TAB COMBUSTION INSPECTION ...
Page 158: ......
Page 239: ...INSERT TAB HOT GAS PATH INSPECTION ...
Page 240: ......
Page 313: ...INSERT TAB MAJOR INSPECTION ...
Page 314: ......
Page 316: ...Inspection and Maintenance GEK 107048 Major Inspection 2 THIS PAGE INTENTIONALLY LEFT BLANK ...
Page 363: ...INSERT TAB MAINTENANCE FORMS ...
Page 364: ......







































































