





























Major Inspection — Inspection Procedures
Inspection and Maintenance — GEK 107048
MI-I-7
Raised metal may be removed by scraping or lightly polishing the affected area of the pad surface
with “Plastic Wool,” such as “Scotchbrite.” Damage that exceeds the specified limits requires re-
placement of the affected pad(s) if in a self adjusting tilting-pad thrust bearing. The entire bearing
must be replaced in the case of a fixed tilting-pad thrust bearing or fixed arc thrust bearing. Bab-
bitt wipes that occur in an area representing ten (10) percent of less of the respective pad or land
area can be repaired. Wiping that extends over larger areas, requires rebabbitting of the pad or
land. It will be necessary, of course, to determine the cause of the wiping prior to reinstalling the
bearing. Any repairs should be done by an approved General Electric Company repair facility.
21. Many of the new gas turbines are employing tilting pad thrust bearings with oil dam inserts. These
oil dams serve to properly direct the oil onto, and away from, the respective bearing pads. The
axial clearance between the tops of the oil dams and the babbitt surfaces is a critical dimension
and must be maintained within the drawing tolerances to assure proper bearing operation.
22. Satisfactory operation of tapered land bearings is very dependent upon the amount of taper pres-
ent in the bearing face. If the measured taper falls outside of drawing tolerances, corrective action
must be taken before continued use of the parts.
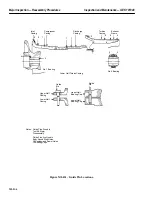
23. Inspect thrust runners for galling, pitting, scoring and excessive wear. It is necessary that the
thrust runner face be perpendicular to the rotor bearing journals. Scratches or pits that are not over
0.005 in. deep, pits that are not over 0.100 in. in diameter and pits or scratches that do not extend
radially more than 1/2 in. in length, (radial scratches or pit formation must be circumferentially
at least 60 degrees apart) are acceptable. Raised metal is not allowed.
Note:
The cumulative width of all scratches in circumferential and radial di-
rections should not exceed 0.100 in. (Radial or circumferential in-line
pit formations exceeding three in number must be counted as continu-
ous scratches.) Raised metal may be removed by lapping, stoning, or
lightly polishing the entire thrust runner surface with carborundum
paper backed up with a flat block. Damage that exceeds the specified
limits may be repaired by machining the thrust runner face to below
defect depth but not below 90% of the drawing minimum thrust runner
thickness.
Record inspection findings on Inspection Form PGS/GT-FF-6117.
Note:
It is recommended that remachining operations be accomplished
under the guidance of a qualified General Electric Company Field Ser-
vice Representative or at an approved General Electric Company re-
pair facility.
Summary of Contents for MS6001B
Page 2: ...Gas Turbine Inspection and Maintenance GEK 107048 I 2 THIS PAGE INTENTIONALLY LEFT BLANK ...
Page 4: ...Inspection and Maintenance Note THIS PAGE INTENTIONALLY LEFT BLANK ...
Page 13: ...INSERT TAB INTRODUCTION ...
Page 14: ......
Page 25: ...INSERT TAB STANDARD PRACTICES ...
Page 26: ......
Page 87: ...INSERT TAB AUXILIARY CONTROLS SYSTEMS MAINTENANCE ...
Page 88: ......
Page 133: ...INSERT TAB SCHEDULED TURBINE MAINTENACE ...
Page 134: ......
Page 157: ...INSERT TAB COMBUSTION INSPECTION ...
Page 158: ......
Page 239: ...INSERT TAB HOT GAS PATH INSPECTION ...
Page 240: ......
Page 313: ...INSERT TAB MAJOR INSPECTION ...
Page 314: ......
Page 316: ...Inspection and Maintenance GEK 107048 Major Inspection 2 THIS PAGE INTENTIONALLY LEFT BLANK ...
Page 363: ...INSERT TAB MAINTENANCE FORMS ...
Page 364: ......







































































