



























Inspection and Maintenance — GEK 107048
Hot Gas Path Inspection — Disassembly Procedures
HGP-D-20
Use the disassembly procedure applicable to your units configuration.
See Figure HGP-D.12.
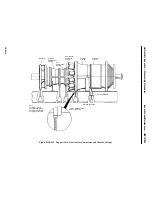
1. Remove the horizontal joint bolting and clamps from first stage nozzle. Do not remove the joint
dowels. Identify horizontal clamp for left and right side.
2. Carefully lift the top half of the first stage nozzle using a chain fall. Pay special attention to the
support pad seal between nozzle and support ring. The support pad seals must slide out of the
inner support ring. See Figure HGP-D.12.
3. Clean the support pad seal area, and check for and remove any burrs on edges of support pad seal
grooves and tongues.
4. Set the nozzle flat on a piece of plywood or equivalent to protect it from damage.
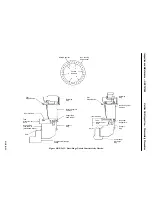
Operation 12 — How to Remove Upper Half First Stage Nozzle (With Tangential Support Pin)
1. Remove horizontal joint bolting and clamps from first-stage nozzle.
2. Remove the tangential support pin bolts and retainer plates. Discard bolts and retainer plates.
3. Remove the support pins by breaking the contact between the pin and bushing with a wrench and
withdrawing the pins by means of the threaded extraction hole in the center of the support pin.
4. Rig to lift the upper half nozzle using a chainfall attached to the lifting angles on the nozzle. Care-
fully lift the upper half nozzle clear of the unit and set the nozzle flat on a piece of plywood of
equivalent to protect it from damage. See Figure HGP-D.12.
Operation 13 — How to Remove Lower Half First Stage Nozzle Eccentric Pin
1. Unbolt the eccentric pin retaining strap from the turbine casing and remove the lower half first
stage nozzle eccentric pin. Stamp the pin to identify it.
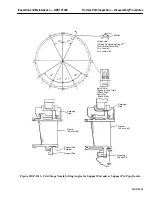
Operation 14 — How to Remove Lower Half First Stage Nozzle (With Support Pad and
Retainers)
Note:
Prior to rolling out the nozzle, remove the horizontal support blocks
from the left and right side.
Identify the support blocks for left and right side location. These blocks
are ground at the factory to obtain proper clearances on the nozzle at
assembly.
1. Roll out the lower half nozzle by attaching one end of it to a hook with a straight cable and attach-
ing the other end to a one ton “come-along” or chainfall. By alternately raising on the cable and
lowering on the chain fall, the retaining ring and nozzle can be rotated 90
°
.
2. Reattach the chain hoist to pickup the nozzle at its vertical centerline. Continue the “roll-out” pro-
cess until the lower half nozzle can be lifted clear of the turbine.
3. Set the nozzle flat on a piece of plywood or equivalent and protect same from damage.
Summary of Contents for MS6001B
Page 2: ...Gas Turbine Inspection and Maintenance GEK 107048 I 2 THIS PAGE INTENTIONALLY LEFT BLANK ...
Page 4: ...Inspection and Maintenance Note THIS PAGE INTENTIONALLY LEFT BLANK ...
Page 13: ...INSERT TAB INTRODUCTION ...
Page 14: ......
Page 25: ...INSERT TAB STANDARD PRACTICES ...
Page 26: ......
Page 87: ...INSERT TAB AUXILIARY CONTROLS SYSTEMS MAINTENANCE ...
Page 88: ......
Page 133: ...INSERT TAB SCHEDULED TURBINE MAINTENACE ...
Page 134: ......
Page 157: ...INSERT TAB COMBUSTION INSPECTION ...
Page 158: ......
Page 239: ...INSERT TAB HOT GAS PATH INSPECTION ...
Page 240: ......
Page 313: ...INSERT TAB MAJOR INSPECTION ...
Page 314: ......
Page 316: ...Inspection and Maintenance GEK 107048 Major Inspection 2 THIS PAGE INTENTIONALLY LEFT BLANK ...
Page 363: ...INSERT TAB MAINTENANCE FORMS ...
Page 364: ......







































































