




























Hot Gas Path Inspection — Reassembly Procedures
Inspection and Maintenance — GEK 107048
HGP-R-1
III. Reassembly Procedures (Hot Gas Path Inspection)
For MS-6001B DLN-1 Equipped Machines
Operation 1 — How to Install Lower Half First Stage Nozzle and Eccentric Pin
(With Support Pad and Retainer)
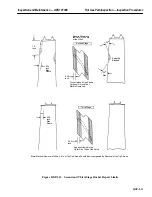
1. Thread a shouldered eyebolt into the center bolt hole in each of the nozzle horizontal joint flanges
(one eyebolt for each end of the nozzle). These will be needed after the nozzle half is partially
installed.
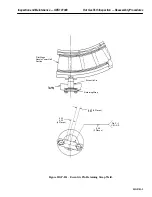
2. Using cable slings and chainfalls attached to the lifting bars on the back of the nozzle assembly,
rig to lift the nozzle half inverted (ends pointed down), over the turbine casing. The lower half
of the first stage nozzle weighs approximately 380 pounds.
Note:
Check to insure that the support pad seal ring groove in the first stage
nozzle support ring is clean and there are no burrs on the tongue or in
the groove prior to rolling in lower half first stage nozzle.
3. If the unit’s rotor is in place, begin rolling the nozzle half assembly into the turbine casing by let-
ting out on one chainfall and taking up on the other, moving the crane as necessary to lead the
assembly around the rotor.
4. Continue the roll-in process by talking up on the leading end cable and letting out on the following
end cable.
5. By the time the nozzle half horizontal joints are oriented in the horizontal plane, both cable slings
will be attached to the eyebolts previously installed in the horizontal joint bolt holes. With the
chainfalls attached to the cable slings, lift the first stage nozzle half slightly and install the hori-
zontal support blocks under the flanges.
Note:
Be sure that the horizontal joint support blocks are replaced in their
original positions. These blocks are ground at factory assembly of the
turbine to obtain the proper clearances for first-stage nozzle concen-
tricity.
6. Lower the first stage nozzle half onto the horizontal joint blocks and remove the lifting slings,
chainfalls and eyebolts.
Note:
Ensure that the support pad seal joints are staggered at least 1.43–1.45
in. from the first stage nozzle segment joints.
7. Assemble the horizontal joint clamps, bolt them securely and record the clearances. Record the
nozzle-to-rotor clearance on Inspection Form PGS/GT-FF-6105. Refer to the Unit Clearance
Diagram in the Reference Drawing section of this Service Manual for clearance specifications.
It is recommended that all turbine clearances taken should be submitted to your local General
Electric Company Field Service Representative, prior to assembly of turbine casing.
8. The eccentric pin is to be fitted to the first stage nozzle lower half after the nozzle has been as-
sembled and properly positioned but before the upper half casing is installed. If the nozzle was
not replaced and no adjustments were made to achieve proper clearance, the eccentric pin should
seat properly without any adjustments.
Summary of Contents for MS6001B
Page 2: ...Gas Turbine Inspection and Maintenance GEK 107048 I 2 THIS PAGE INTENTIONALLY LEFT BLANK ...
Page 4: ...Inspection and Maintenance Note THIS PAGE INTENTIONALLY LEFT BLANK ...
Page 13: ...INSERT TAB INTRODUCTION ...
Page 14: ......
Page 25: ...INSERT TAB STANDARD PRACTICES ...
Page 26: ......
Page 87: ...INSERT TAB AUXILIARY CONTROLS SYSTEMS MAINTENANCE ...
Page 88: ......
Page 133: ...INSERT TAB SCHEDULED TURBINE MAINTENACE ...
Page 134: ......
Page 157: ...INSERT TAB COMBUSTION INSPECTION ...
Page 158: ......
Page 239: ...INSERT TAB HOT GAS PATH INSPECTION ...
Page 240: ......
Page 313: ...INSERT TAB MAJOR INSPECTION ...
Page 314: ......
Page 316: ...Inspection and Maintenance GEK 107048 Major Inspection 2 THIS PAGE INTENTIONALLY LEFT BLANK ...
Page 363: ...INSERT TAB MAINTENANCE FORMS ...
Page 364: ......







































































