





























MPH-02, MPB-02, MPD-02
Drive Control
6-57
DOK-INDRV*-MP*-02VRS**-FK01-EN-P
To determine the "critical proportional gain" proceed as follows:
1. Let the drive move with low velocity after switching drive enable on:
•
linear
motor
→
1000 … 2000 mm/min
•
rotary
motor
→
10 … 20 rpm
2. Increase value in parameter
S-0-0100, Velocity loop proportional
gain
until instable behavior (continuous oscillation) occurs.
3. Determine frequency of oscillation by oscilloscoping the actual
velocity (see also "Analog Outputs" or "Oscilloscope Feature"). When
frequency of oscillation is considerably higher than 500 Hz, increase
value in parameter
P-0-0004, Velocity loop smoothing time
constant
until oscillation diminishes. Then continue increasing the
value in parameter
S-0-0100, Velocity loop proportional gain
until
oscillation (instability) occurs again.
4. Reduce
parameter
S-0-0100, Velocity loop proportional gain
until
permanent oscillation decreases automatically.
The value thus determined is the so-called "critical velocity loop
proportional gain".
Note:
By using the filter cascade (P-0-1120, P-0-1121, P-0-1122,
P-0-1123) it is possible to activate a PT4-filter.
To determine the "critical integral action time" proceed as follows:
1. Set parameter
S-0-0100, Velocity loop proportional gain
=
0.5 * "critical proportional gain"
2. Reduce value in parameter
S-0-0101, Velocity loop integral action
time
, beginning with maximum value, until instable behavior
(continuous oscillation) occurs.
3. Increase value in parameter
S-0-0101, Velocity loop integral action
time
until continuous oscillation decreases automatically.
The value thus determined is the "critical integral action time". Usual
values are within the range from 5 to 20 ms!
From the determined critical values (see above) it is possible to derive a
controller setting with the following characteristics:
•
independent of changes at the axis because sufficient distance to
stability limit
•
properties can be reliably reproduced in series machines
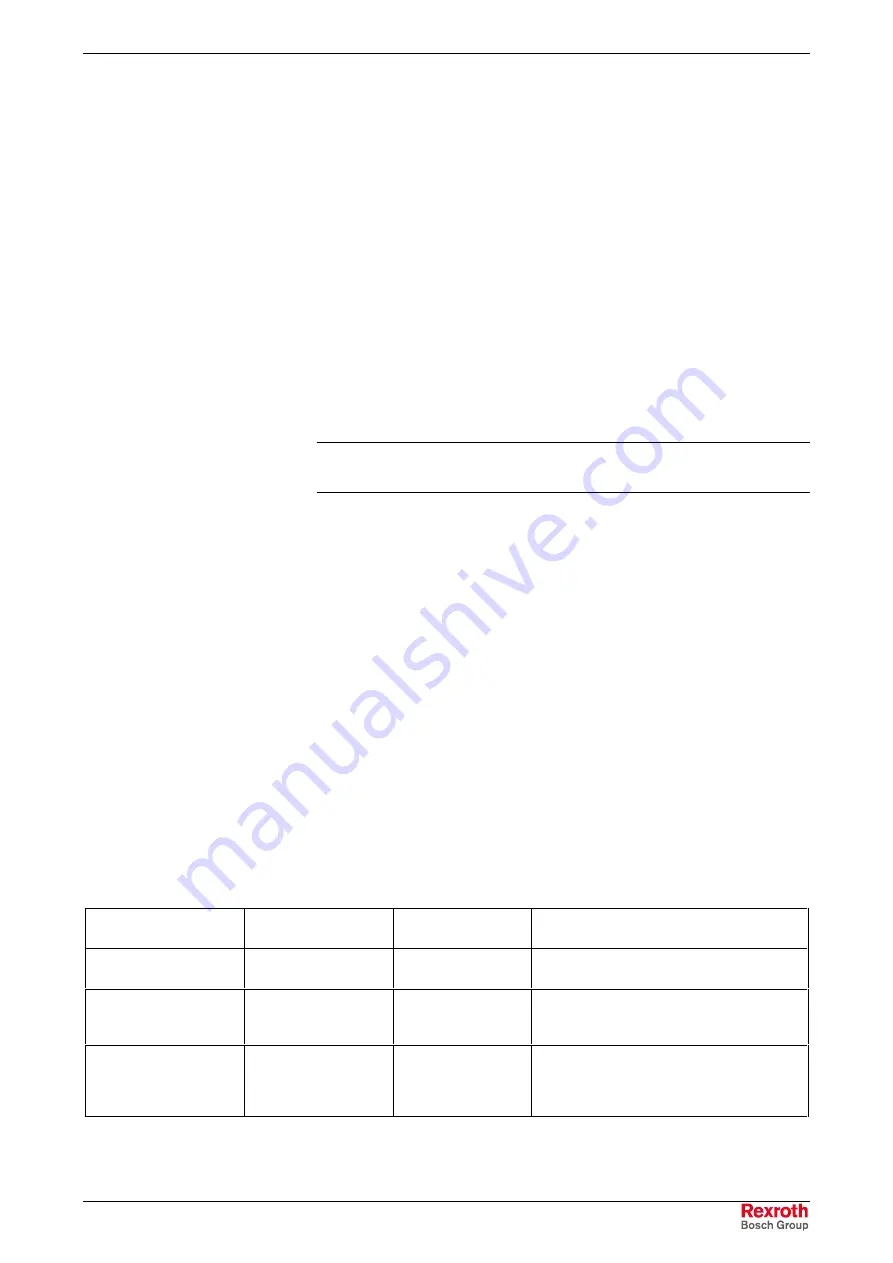
The following table contains some of the most common types of
application and the corresponding characteristics of the control loop
setting.
Application type
Speed controller
proportional gain
Speed controller
integral action time
Notes
feed axis at standard
machine tool
K
p
= 0.5 x K
pkrit
T
n
= 2 x T
nkrit
good load stiffness and good control
performance
feed axis at perforating
machine or nibbling
machine
K
p
= 0.8 x K
pkrit
T
n
= 0
high proportional gain; no I-component in
order to obtain short response times
feed drive at following-
on cutting devices
K
p
= 0.5 x K
pkrit
T
n
= 0
relatively non-dynamic controller setting
without I-component in order to keep the
material to be cut from getting distorted with
the cutting device
Fig. 6-40: Characteristics of controller setting
Determining the Critical
Proportional Gain
Determining the Critical Integral
Action Time
Characteristics of Controller
Setting
Courtesy
of
CMA/Flodyne/Hydradyne
▪
Motion
Control
▪
Hydraulic
▪
Pneumatic
▪
Electrical
▪
Mechanical
▪
(800)
426-5480
▪
www.cmafh.com







































































