





























GSK988TA/GSK988TA1/GSK988TB Turning Center CNC System User Manual
【
Programming & Operation
】
92
Ⅰ
Programming
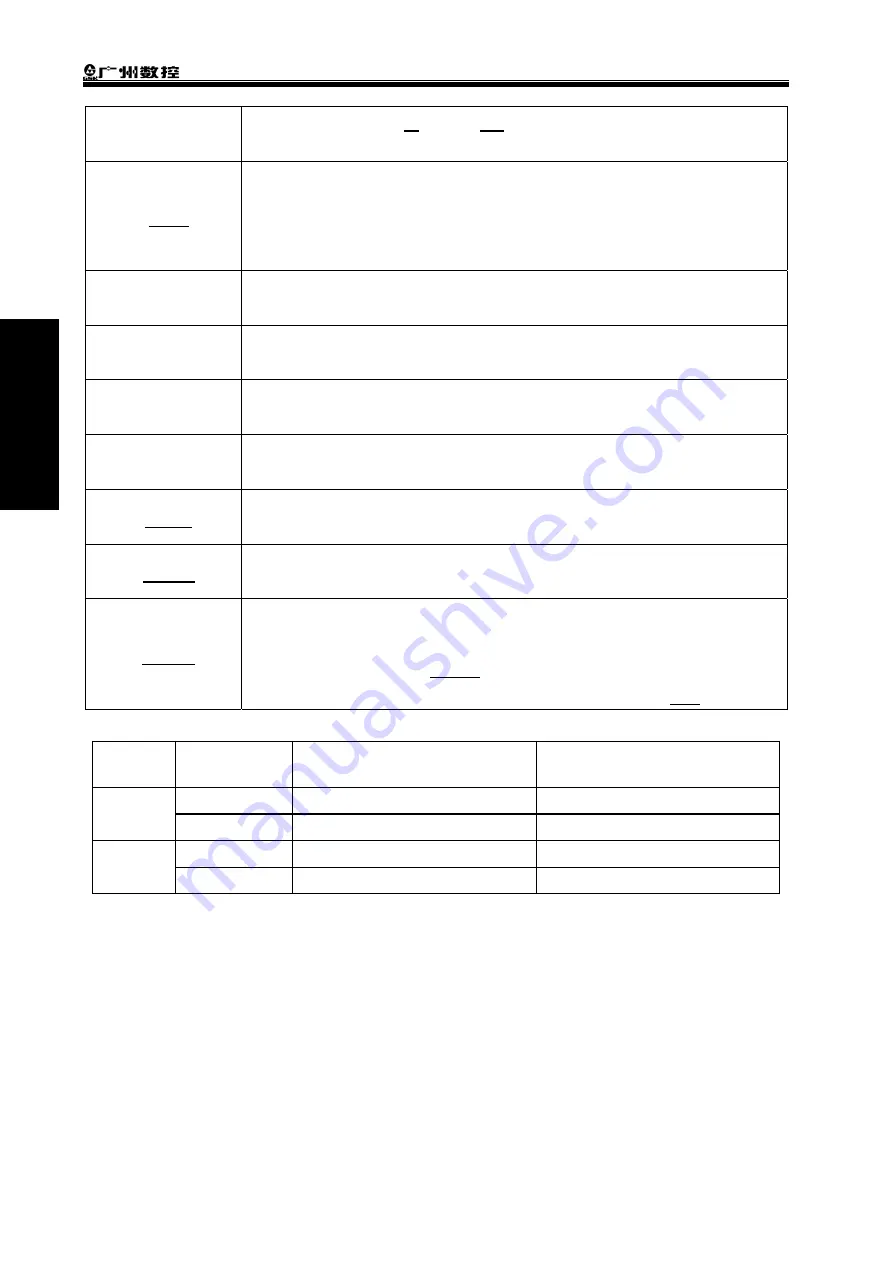
Cutting end point
It is defined by X
(
U
)
Z
(
W
)
,and is the end point B
f
of last axial tool
infeed
R
(
e
)
It is the travel of tool retraction after each axial (Z) tool infeed without sign
symbols as the following table. The code value is reserved after executing R
(
e
)
and the value of NO.5139 is rewritten. The value of NO.5139 is
regarded as the travel of tool retraction when R
(
e
)
is not input
X
absolute coordinate value of the 2
nd
axis (X in ZX plane) in path diagram B
point
U
Relative movement amount of the 2
nd
(U in ZX plane) in path diagram A
→
B
plane.(for G code system A. X_,Z_ is executed for other conditions)
Z
absolute coordinate value of the 1
st
axis (Z in ZX plane) in path diagram C
point
W
Relative movement amount of the 2
nd
(W in ZX plane) in path diagram A
→
C
plane. (for G code system A. X_,Z_ is executed for other conditions)
P
(
∆
i
)
Travel of radial(X) cutting for each axial cutting cycle without sign symbols,
and the value range is referred to the following table
Q
(
∆
k
)
Travel of Z discontinuous tool infeed without sign symbols in axial(Z) cutting,
and the value range is referred to the following table
R
(
∆
d
)
Travel (radius value) of radial (X) tool retraction after cutting to end point of
axial cutting. The value range is referred to the following table. The radial (X)
tool retraction is 0 when R
(
∆
d
)
is omitted and the system defaults the axial
cutting end point. The radial (X) tool retraction is 0 when P
(
∆
i
)
is omitted
Address
Incremental
system
metric
(
mm
)
input
Inch (inch) input
ISB system
1~99999999(unit
:
0.001mm) 1~99999999(unit
:
0.0001inch)
P(
∆
i)
Q(
∆
k)
ISC system
1~99999999(unit
:
0.0001mm) 1~99999999(unit
:
0.00001inch)
ISB system
0
~
99999.999mm 0
~
9999.9999 inch
R(e)
R(
∆
d)
ISC system
0
~
9999.9999 mm
0
~
999.99999 inch
Summary of Contents for GSK988TA
Page 6: ...GSK988TA GSK988TA1 GSK988TB Turning Center CNC System User Manual Programming Operation VI ...
Page 19: ...1 Ⅰ Programming PROGRAMMING ...
Page 227: ...209 Ⅱ Operation OPERATION ...
Page 369: ...Chater 10 Machining Example 351 Ⅱ Operation ...
Page 371: ...353 Appendix ...
Page 465: ...Appendix 1 Parameters 447 Appendix ...
Page 479: ...Appendix 3 Interface Explanation 461 Appendix ...
Page 527: ...Appendix 5 Installation Layout 509 Appendix ...







































































