





























5238-E P-72
SECTION 6 OFFSET FUNCTION
•
Two lines forming a right angle
LE33013R0300800100011
There are no particular problems in this case.
•
Command of identical point
a.
If a block without axis movement commands is programmed during the tool nose radius
compensation mode, the path of the tool nose R is the same as the one generated when
there is no such block.
LE33013R0300800100012
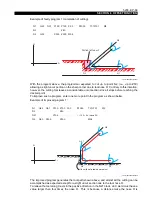
b.
When two or more blocks without axis movement commands are programmed, or when the
same point as commanded in the preceding sequence is repeatedly commanded during
the tool nose radius compensation mode:
In this case, an axis motion that brings the tool nose R into contact with the programmed
contour at the programmed coordinate point takes place. When the block of commands
containing dimension words, X and/or Z, is read, the cutting tool returns to the correct
compensated position.
X
+
Z
+
N 4
N 3
N 2
N 1
N2
N3
N4
Z100
F0.2
X150
Z20
N1
G42
G01
X100
Z60
S1000
T010101
M03
N2
N3
N4
Z100
F0.2
X60
Z70
N1
G42
G01
X50
Z80
S1000
T010101
M03
M08
X
+
Z
+
N 4
N 3, N2
N 1





















































