























5238-E P-180
SECTION 8 LATHE AUTO-PROGRAMMING FUNCTION (LAP)
9.
Continuous Thread Cutting Cycle (G88)
[Program format]
LE33013R0301000090001
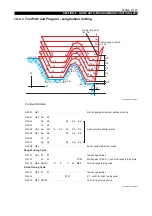
[Function]
With the commands above, the control starts searching for the contour definition program beginning
with sequence name NAT04. After assigning the parameter data of D, H, B, U, W, M32 (M33, M34)
and M73 (M74, M75) to NAT04, the control starts the thread cycle.
[Details]
•
Do not designate an S, T, or M code in the G88 block.
•
The D word is used to specify the depth of cut in the first thread cutting cycle. The depth of cut
in each thread cutting cycle after that varies according to the selected infeed pattern (M73, M74,
M75).
A D word must be designated in the G85 block without fail with a value greater than 0. Illegal
designation will cause an alarm.
•
The H word must have a positive value and must be specified in the G88 block without fail. If
the numerical data of the D word is not positive, or if it is omitted, an alarm occurs.
The H value must be greater than the U and/or W value. If not, an alarm occurs.
•
The B word specifying the tip point angle of thread cutting tool must have a value within the
following range:
0
≤
B
≤
180
°
When no B word is designated, it is assumed to be "0".
•
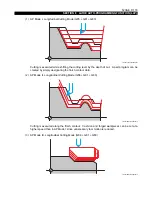
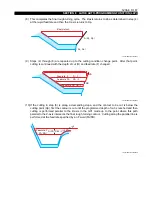
M32, M33, and M34 are used to select the cutting mode.
When none of M32, M33 and M34 is designated, the control selects M32.
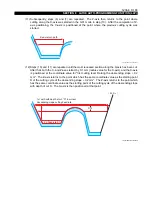
•
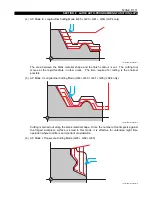
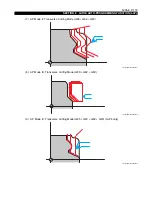
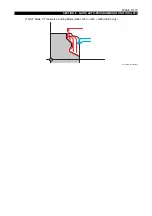
M73, M74 and M75 are used to select infeed pattern. When no such M code is present, the
M73 pattern is automatically selected.
M32 : Straight infeed along thread face (on left face)
M33 : Zigzag in feed in G88
M34 : Straight infeed along thread (on right side)
N0143
G88
NAT04
D
H
B
U
W
M32 (M33, M34)
M73 (M74, M75)
Sequence
number
G code calling for continuous thread cutting cycle
To be designated right after sequence number (name).
Enter either tab or space code.
Depth of cut
Height of thread to be cut
Tip point angle of thread cutting tool
Stock removal in finishing cycle, Z component
Cutting mode
Cutting mode
Sequence name in the first block of contour defining blocks
Stock removal in finishing cycle, X component





















































