





























5238-E P-25
SECTION 3 MATH FUNCTIONS
[Supplement]
1) The feedrate becomes zero when the NC is reset.
2) The feedrate for each axis is indicated below. (Calculate feedrate for X and Z-axes as
incremental values.)
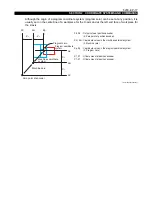
G01 XxZzFf
Calculation of feedrates:
X-axis feedrate FX =
Z-axis feedrate FZ =
where
x, z, f: Command values specified in a program
x
L
f
z
L
f
L
3
= x
2
+z
2





















































