

























5238-E P-221
SECTION 8 LATHE AUTO-PROGRAMMING FUNCTION (LAP)
•
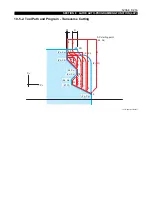
The LAP clearance amount (Lc) is set for the optional parameter (OTHER FUNCTION 1) in
units of
µ
.
LE33013R0301000290001
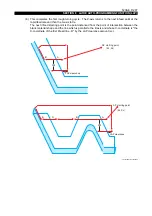
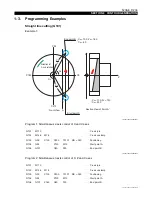
(5) The points designated in the blank material shape definition blocks are shifted by D in the
infeed direction. The cutting tool is fed at a cutting feedrate in the G01 mode from point A" to
point A’ (Za, Xh - D) which is obtained by shifting the first element coordinate (Za, Xh) of the
blank material shape definition blocks by D. Then, cutting is executed along H’ - G’ in the G01
mode. Here, the feedrate designated by the F command in the block for calling the rough
turning cycle is effective.
LE33013R0301000290002
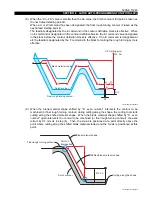
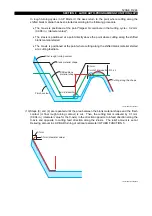
(6) When cutting reaches the point where the shifted blank material shape intersects the finish
contour, the cutting tool is relieved by 0.1 mm (radius value for the X-axis) in the direction
opposite to the infeed direction along the X-axis, and opposite to cutting feed direction along the
Z-axis. The relief amount is set for the optional parameter (OTHER FUNCTION 1) in units of
µ
.
When stock removal is designated in the program using the U or W command, the cutting tool is
relieved when cutting reaches the point where the shifted material shape intersects the final
rough turning contour.
Blank material shape
Finish contour
AP starting point
(Zs, Xs)
(Zj, Xj)
(Zi, Xi)
(Zh, Xh) (Za, Xh)
D/2
LcA" (Za+Lc, Xh-D)
(Zc, Xc)
(Zb, Xb)
(Za, Xa)
Point A after change
Point A before change
G
N
D/2N'
G'
M'
M
L'
L
D/2
K
J
J'
K'
D/2
A
I
H
I'
H'
D/2
A'
A"
Lc
U/2
W





















































