
























5238-E P-131
SECTION 7 FIXED CYCLES
7-2.
Left-hand Tapping Cycle (G78)
[Function]
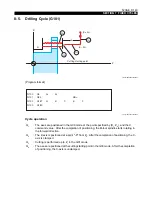
The compound cycle called out by G78 executes a tapping cycle like the one illustrated below.
LE33013R0300900250001
[Programming format]
G78 X__ Z__ K__ F__
Axis movements:
[Supplement]
G78 : G code to call out tapping compound fixed cycle.
Specify this G code immediately after a sequence number (name).
X
: X coordinate of tapping cycle start point (target point)
Z
: Z coordinate of tapping cycle end point (target point)
K
: Rapid axis feedrate for axis feed from the cycle start point to the cutting start point
F
: Feedrate
Q
1
: The X-axis is positioned at the specified positioning target point (cycle start point) at a
rapid feedrate. In this positioning cycle, no Z-axis movement occurs and thus the turret
must be positioned at a point where it will not interfere with the workpiece during this
positioning before calling out the G78 cycle.
Q
2
: The spindle rotates counterclockwise at the speed applying before the G77 cycle is called.
Therefore, the required spindle speed must be specified before calling the G78 cycle.
If this compound fixed cycle is called without designating a spindle speed, axis infeed does
not occur since the spindle does not rotate and thus the cycle is halted.
Q
3
: The Z-axis is positioned at a position designated by a K word at a rapid feedrate.
Q
4
: Tapping is performed from the point reached in Q
3
to the depth specified by a Z word at a
specified feedrate (F).
Q
5
: The spindle stops once and then starts in the forward direction at the same speed as used
in infeeding.
Q
6
: The Z-axis retracts to a point reached in the Q
4
cycle at a cutting feedrate.
Q
7
: The Z-axis retracts to a point reached in the Q
3
cycle at a rapid feedrate.
•
While the tapping compound cycle is being executed, the feedrate override is fixed at 100%.
•
Even when the SLIDE HOLD button is pressed during the execution of the tapping compound
fixed cycle, the slide hold function is ignored. The single block function is also ignored even
when the SINGLE BLOCK switch has been turned on.
•
After the execution of the tapping compound cycle (G77, G78), the spindle stops and the stop
state remains in effect. When cutting is to be conducted continuously, specify the spindle start
command before progressing to the subsequent operation.
Q
2
Q
5
Q
6
Q
4
Q
3
Q
7
Q
1
Q
2
Q
5
Q
6
Q
4
Q
3
Q
7
Q
1
X
K
Z
K
Z
(Diagram)
(Actual Example)





















































