
























5238-E P-194
SECTION 8 LATHE AUTO-PROGRAMMING FUNCTION (LAP)
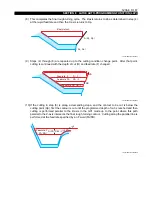
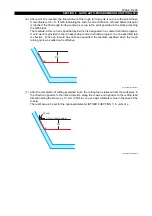
(5) Cutting is started from (Xp, Zp) to the target point (*1) calculated by the OSP.
Cutting is performed at the feedrate specified by an E word in each of the contour defining
blocks.
LE33013R0301000180003
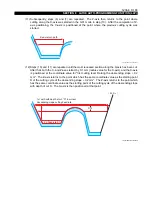
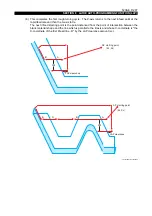
(6) Step (5) is repeated until contour definition ends (G80 active).
The Z-axis then returns to the AP starting point coordinate, Zs.
LE33013R0301000180004
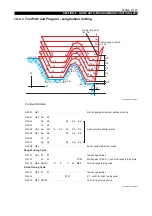
*1: The target point is the point obtained by offsetting the points commanded in the contour
definition by XOFF + U + ZOFF + W), parallel to the respective axis directions.
(Zc, Xc)
(Zs, Xs)
(Zp, Xp)
(Zb, Xb) (Za, Xa)
Ec
Eb
XOFF
ZOFF
W
U/2
Feedrate
Contour definition
Zs
AP starting point
(Zs, Xs)





















































