

























5238-E P-205
SECTION 8 LATHE AUTO-PROGRAMMING FUNCTION (LAP)
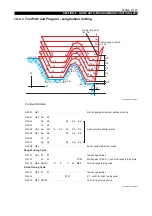
(5) The cutting is performed in the G01 mode up to point B where the straight line parallel to the Z-
axis and passing through point A intersects the final contour of the rough turning cycle. The
feedrate in this cutting cycle is as selected by the F word when the rough turning cycle is called
out.
LE33013R0301000230001
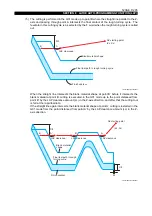
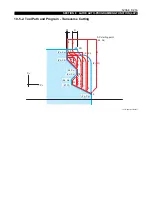
When the straight line intersects the blank material shape at point B’ before it intersects the
blank material at point B, cutting is executed in the G01 mode up to the point distanced from
point B’ by the LAP clearance amount (Lc) in the Z-axis direction, and after that the cutting tool
is fed at the rapid feedrate.
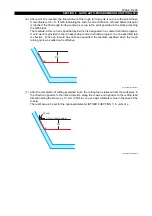
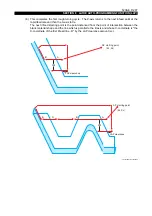
If the straight line again intersects the blank material shape at point A’, cutting is restarted in the
G01 mode from the point distanced from point A’ by the LAP clearance amount (Lc) in the Z-
axis direction.
LE33013R0301000230002
D/2
A
B
LAP clearance
AP starting point
(Zs, Xs)
Blank material shape
Final tool path in rough turning cycle
Finish contour
D/2
U/2
W
B
A
′
B
′
A
(Zs, Xs)
AP starting point
LAP clearance
LAP clearance
LAP clearance
Blank material
shape
Final tool path in rough
turning cycle
Finish contour





















































