





























5238-E P-58
SECTION 6 OFFSET FUNCTION
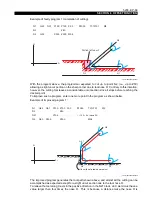
Compensation Movement
With the tool nose radius compensation function activated, the error in the tool path described in (1)
is compensated for as shown below to finish the workpiece to the dimensions specified in a
program.
LE33013R0300800030002
Nose radius compensation during LAP mode
To use the tool nose radius compensation function in the LAP mode, programs for the respective
turrets must contain the tool nose radius compensation programs independently as shown below.
LE33013R0300800030003
B'
F
E
D
C
B
A
Tool Path with Tool Nose Radius Compensation
G81
G85
G85
G81
G42
G42
G42
G42
G40
G40
G40
G40
G80
G80
LAP shape designation
Nose r
adius
compensation
Possible
Possible
Not possible
Not possible
LAP cycle call





















































