


























5238-E P-187
SECTION 8 LATHE AUTO-PROGRAMMING FUNCTION (LAP)
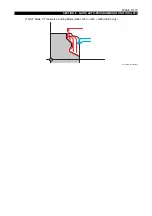
(8) This completes the final rough turning cycle. The Z-axis returns to Zp as determined in step (4)
at the rapid feedrate and then the X axis returns to Xp.
LE33013R0301000140004
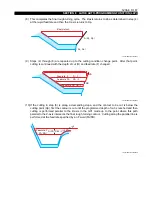
(9) Steps (4) through (8) are repeated up to the cutting condition change point. After that point,
cutting is continued with the depth of cut (D) and feedrate (F) changed.
LE33013R0301000140005
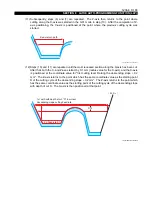
(10) If the cutting in step (6) is along a descending slope, and the contour to be cut is below the
cutting point (Xp), first the contour is cut until the programmed depth of cut is reached and then
cutting is performed parallel to the Z-axis in the G01 mode up to the point where this path
parallel to the Z-axis intersects the final rough turning contour. Cutting along the parallel line is
performed at the feedrate specified by an F word (FA/FB).
LE33013R0301000140006
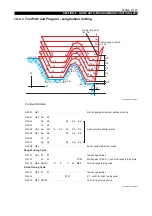
A ( Zp, Xp )
( Za, Xa )
Z-axis return
XA
XB
D / 2
DA / 2
DB / 2
FA
FB
F
Feedrate
Feedrate
Feedrate
Feedr
ate Ea
( FA, FB )
Feedrate F
D (DA, DB) / 2





















































