
























5238-E P-196
SECTION 8 LATHE AUTO-PROGRAMMING FUNCTION (LAP)
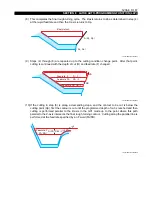
Finish cut cycle - longitudinal cutting (example A)
(1) The commands in block N0221 position the axes at the tool change position.
(2) With the commands in block N0222, the S, T, and M commands for the finish turning cycle are
selected.
(3) The NAT20 command in block N0223 causes the control to search for the program assigned
the program name NAT20. The finish bar turning cycle is performed with this program.
(4) The finish turning cycle is performed on the basis of the data designated in the contour
definition program under the cutting conditions specified for the finish cut cycle.
(5) After the finish turning cycle is completed, the commands in the block following N0223 are
executed.
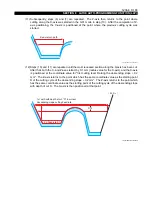
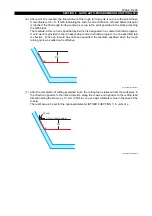
10-3. AP Mode III (Continuous Thread Cutting Cycle)
[Function]
In AP Mode III, thread cutting is executed along the contour designated by the contour definition
program that starts with G61 (or G82).
The thread cutting mode (M32, M33, or M34) and the infeed pattern (M73, M74, or M75) can be
selected by designating the corresponding M code.
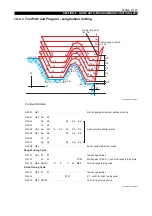
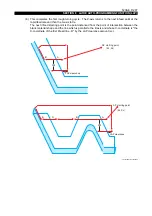
Tool Path and Program - Longitudinal Cutting
Designate the tool path for continuous thread cutting with G34, G35, G112 and G113 (G112 and
G113 cannot be designated unless the optional circular thread cutting function is selected.)
LE33013R0301000190001
(Zb, Xb)
(Zc, Xc)
(Zd, Xd)
(Za, Xa)
4
5
10
15
20
25
9
14
19
24
3
8
13
18
23
2
7
12
17
22
21
16
11
6
1
AP starting position
(Zs, Xs)





















































