





























5238-E P-28
SECTION 3 MATH FUNCTIONS
•
Direct Radius Command
It is possible to execute circular interpolation by specifying the X and Z coordinate values of the
target point and the radius of the arc instead of using I and K commands.
[Supplement]
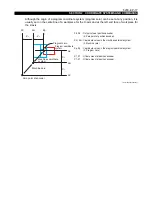
The program for the example in the figure to the right is as follows.
Program:
LE33013R0300500030005
•
Feedrates
The feedrate during circular interpolation is the feedrate component tangential to the arc.
•
The G code used to call circular interpolation is G02 or G03, as when using I and K.
•
The radius of the arc is expressed by an L word which must have a positive value.
•
A block containing an L word without a K or I word is an arc radius command.
•
When expressing an arc by its radius, the commands must contain both X and Z words.
•
If either of them is omitted, an alarm results.
•
If an L word is specified in a block containing I and/or K word, an alarm results.
•
If the distance from the current position to the target point (end point) is larger than two times
the specified radius, an alarm results since circular interpolation cannot be performed.
•
In direct arc command programming, one arc command yields two arcs; one with central angle
less than 180, and another larger than 180. The arc with central angle less than 180 is
selected.
To obtain the arc whose central angle is greater than 180, specify "CALRG" in the block
commanding circular interpolation.
•
The direct radius command programming is effective in:
LAP
Tool nose radius compensation mode
Subprograms
•
Incremental programming mode (G91)
In direct radius command programming, the control automatically calculates the coordinates of
the center of the arc, I and K, from the programmed radius L and the coordinates of the end
point, X and Z, to perform circular interpolation.
+X
+Z
N
2
(Z
2
,X
2
)
N
1
(Z
1
,X
1
)
Center
r
r
N1 G01 X
1
Z
1
F
1
N2 G03 X
2
Z
2
Lr
With the commands above,
the arc indicated by a thick solid line is obtained.
To move the tool along the arc indicated by dashed lines, program as follows:
N1 G01 X
1
Z
1
F
1
N2 G03 CALRG X
2
Z
2
Lr





















































