





























5238-E P-69
SECTION 6 OFFSET FUNCTION
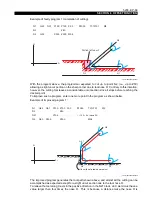
Example of faulty program 1 (completion of cutting):
LE33013R0300800100004
With the program above, the programmer expected to cut up to point N2, (i.e., up to Z50)
allowing a slight uncut portion on the sharp corner due to tool nose R. Contrary to this intention,
however, the cutting tool leaves a considerable uncut section since it stops before reaching the
desired point.
To improve such a program, enter one more point in the program as shown below:
Example of improved program 1:
LE33013R0300800100005
The improved program generates the tool path shown above, and almost all the cutting can be
accomplished as expected except for a slight uncut section due to the tool nose R.
To relieve the tool along X-axis in the positive direction in the N21 block, an X word must have a
value larger than four times the nose R. This is because a distance twice the nose R is
X
+
Z
+
N2
N1
N3
Portion left uncut
N1
N2
N3
G42
G01
G00
X100 Z100 F0.2
Z50
Z300 M05
X300
S1000
T010101
M3
X
+
Z
+
N 2 1
N3
N2
N1
N1
N2
N21
G42
G01
X100 Z100 F0.2
Z50
X104
.................................... [ >
100
+
4 x (nose R)
]
N3
G00
X300
Z300
M05
S1000
T010101
M3
Uncut (due to tool nose radius)





















































