
























5238-E P-215
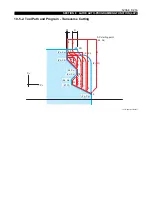
SECTION 8 LATHE AUTO-PROGRAMMING FUNCTION (LAP)
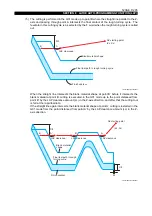
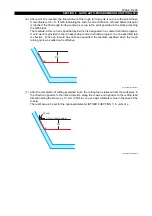
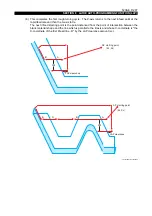
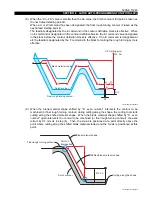
Contour Definition
LE33013R0301000270002
NAT80
N0801
N0802
N0803
N0804
N0805
N0806
N0807
N0808
N0809
N0810
N0811
N0812
N0813
N0814
N0815
N0816
N0817
N0818
N0181
N0182
N0183
N0281
N0282
N0283
G83
G01
G81
G01
G03
G01
G80
G00
G86
G00
G87
Xa
Xh
Xi
Xj
Xk
Xl
Xm
Xn
Xg
Xa
XB
Xc
Xd
Xe
Xf
Xg
Xt
Xs
NAT80
Xt
Za
Zh
Zi
Zj
Zk
Zl
Zm
Zn
Zg
Za
Zb
Zc
Zd
Ze
Zf
Zg
Zt
Zs
D
Zt
N0810
Id
F
Kd
U
Fb
:
:
:
Ff
Fg
STM
W
STM
Sb
:
:
:
Sf
Sg
M85
Eb
:
:
:
Ef
Eg
1) Blank material shape definition start G code
2) Blank material shape definition blocks
3) Finish contour definition start G code
4) Finish contour definition blocks
5) Contour definition end G code
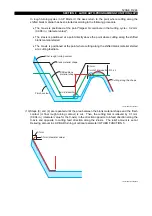
Tool change position
Starting point of S, T, and M for rough turning cycle
6) Calls for rough turning cycle
Tool change position
S, T, and M for finish turning cycle
7) Calls for finish turning cycle
........................................................
.............................................................................
.............................................................................
.............................................................................





















































