




























5238-E P-238
SECTION 9 CONTOUR GENERATION
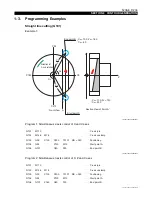
Arc cutting (G102, G103)
Example 1: G102
LE33013R0301100030006
Program:
LE33013R0301100030007
X
B
C
A
C
B
2
C180
C0
X
A
2
X
B
= 100
C
B
= 30
(
X
A
= 100
C
A
= 330
(
C90
G102
L50
C270
Direction of
C-axis rotation
End point B
Start point A
N101
N102
N103
N104
N105
:
:
M15
X100
:
:
C330
Z120
C30
T0101
M13
L50
SB = 250
F30
M110
M146
G00
G94
G102
C-axis join
C-axis unclamp
Positioning
Start point A
End point B
.........
.........
.........
.........
.........





















































