





























5238-E P-65
SECTION 6 OFFSET FUNCTION
•
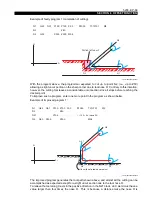
If the same point as in the start-up block is specified in the succeeding block, an alarm will result
if the successive two blocks after that do not have dimension words, X and Z.
Faulty program example 1:
LE33013R0300800090006
Since sequence N3 designates a point identical to the one designated in the start-up sequence
N2, an alarm occurs.
Faulty program example 2:
LE33013R0300800090007
Since sequences N3 and N4, the successive two sequences after the start-up of the tool nose
radius compensation mode, do not contain X and Z axis movement commands, an alarm
occurs.
N1
N2
N3
G01
G42
X50
X50
X60
Z100 F0.2
Z100
S1000
T010101
M3
N4
Z80
X100
N5
Z50
N1
N2
N3
G01
G42
X50
Z100 F0.2
S500
S1000
M08
T010101
M3
N4
X50
N5
Z100
X60
N6
Z80





















































