

























5238-E P-133
SECTION 7 FIXED CYCLES
[Supplement]
8-2.
Basic Axis Motions
This section describes the basic axis motions in each cycle. For details on address characters and
M codes, refer to sections 10-3 and 10-4 respectively.
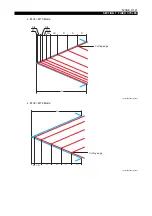
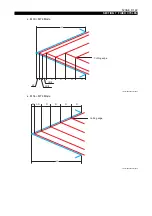
8-2-1. G181, G182, G183, G184, G178, G179 and G189 modes
In these modes, the following cycle is carried out in a single block of commands.
Face Machining (With K command)
LE33013R0300900280001
1) In the G185, G186, G187, and G188 fixed cycle modes, feedrates can be programmed only in
the G95 (mm/rev) mode. In this case, an F command indicates the feed per C-axis revolution.
2) In the modes G181 through G184, G189, and G190, feedrates can be programmed only in the
G94 (mm/min) mode. Feedrate commands in units of mm/rev are not accepted.
3) In G181 through G184, G189, and G190 modes, the control judges the cutting direction on the
basis of the programmed I and K words: I for cutting in the X-axis direction and K for cutting in
the Z-axis direction.
4) The "SA =" command is effective only in modes G185 through G188.
C90
°
C0
°
(Diagram)
Program zero
Q
2
Q
1
Q
3
Q
4
Q
2
Q
1
Q
3
Q
4
Cutting starting point
X/2
X/2
C
K
Z
Z
K
(Actual Example)
Starting point





















































