



























5238-E P-314
SECTION 12 USER TASK
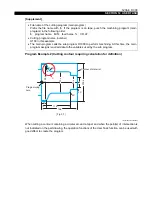
(3) The program for cutting one pulley groove was created in step (2). Using this subprogram, the
program to cut the pulley shown in Fig. 3-1 can be prepared.
Make this program as a main program: Program file name is "PULLY-1.MlN".
•
Main Program (Cutting Program)
LE33013R0301400490014
[Supplement]
The MODIN statement in block N007 places the control in the MODIN mode in which the
subprogram is called and executed every time axis motion commands are completed. In this
block, variables used in the subprogram OPP1 are also set.
In blocks N007 through N011, the subprogram OPP1 is called and executed every time the axis
motion command(s) in those blocks is/are completed, thus cutting the pulley grooves.
The pulley grooves could also be cut by using the CALL statement instead of the MODIN and
MODOUT statements. However, when the CALL statement is used, that statement must be
repeated every time the subprogram is to be called.
OPLY1
N001
N002
N003
N004
N005
S70 T030303 M03
G13
G00
G96
X=800
PCH=20
N007
N008
N009
N010
N011
N012
N013
N014
Z300
XD1=2
Z100
Z100
Z100-PCH
Z100- [2
∗
PCH]
Z100- [3
∗
PCH]
Z100- [4
∗
PCH]
X=150+XD1
G00
G00
G00
G00
G00
MODOUT
G40 G00 X800 Z300 M05
M02
$ PULLY-1. MIN %
N006
MODIN OPP1 XH1=15 ZW1=16 ZW2=4.7
TW1=6 D1=0.299 DK=0.954





















































