

























5238-E P-125
SECTION 7 FIXED CYCLES
5-5.
Multi-thread Thread Cutting Function in Compound Fixed Thread
Cutting Cycle
In the thread cutting cycle called by G32, G33, etc., a multi-thread thread cutting cycle is designated
by designating the phase difference with a C command. In the compound fixed thread cutting cycle,
multi-thread cutting can be designated by simply designating the number of threads with a Q
command. The phase difference is automatically calculated.
LE33013R0300900180001
[Details]
•
Command range: 0 to 9999
•
If the Q command is omitted, the control assumes Q = 1.
•
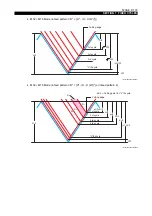
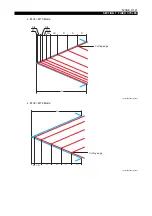
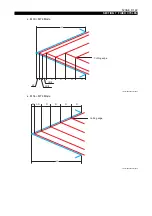
In a multi-thread thread cutting cycle, cutting is carried out in the order of 1st, 2nd ... "n"th
thread. Then, cutting is repeated in the order of 1st, 2nd ... "n"th thread with different infeed
amounts.
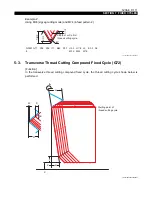
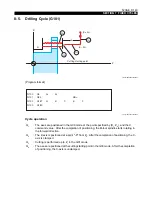
Example of Machining Loci
Assuming Q = 3:
Start point for the first thread
Start point for the third thread
Start point for the second thread
120
°
120
°





















































