




























5238-E P-265
SECTION 12 USER TASK
SECTION 12 USER TASK
1.
Overview
Operations and functions constructed as one group of instructions are stored in the memory when
assigned a program name like a subprogram. The stored subprogram can be accessed from the
main program by specifying the program name, which represents a group of instructions, and the
operations and functions in that program can be executed.
A group of operations and functions stored in this way is called a User Task Program and the
command to call it is called a User Task Call Command.
LE33013R0301400010001
The biggest advantage of the user task function is that various operation functions and variables can
be used in a user task program. In addition, the use of control statements assures versatility.
There are many fields where user task functions can be used to great advantage; among them, the
following:
•
Parts for which the same contour is repeatedly specified during cutting, such as pulleys
•
Gears and flanges which have similar contours
Common and similar contour elements of parts to be cut are picked up using Group Technology
and these elements are expressed using variables. The user task program is created using the
variables, while the actual dimensions of a specific part to be cut are provided in a cutting (or
main) program. Thus parts with similar contours can be machined using one user task
program.
•
Automatic cycles involving peripheral equipment and/or functions
Instructions necessary to interlock the machine cycle with a bar feeder or loader cycle, or work
loader/unloader, work gauging cycle commands, instructions for machine operations
interlocked with a robot or other peripheral equipment are programmed as user task programs.
When using peripheral equipment and functions like these, the user can perform specialized
functions or operations by using the user task function.
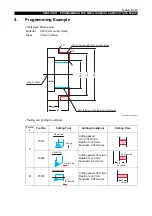
Normal program
Task call command
Task program
Operations and
functions configured
as a group





















































