
























5238-E P-202
SECTION 8 LATHE AUTO-PROGRAMMING FUNCTION (LAP)
The entries in programs A and B are described in 1) through 7) below.
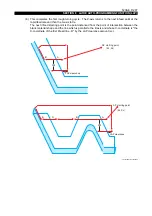
(1) Blank material shape definition start G code (G83)
•
This code declares the start of blank workpiece shape definition.
•
The blocks following the G83 block and followed by the G81 or G82 block define the blank
workpiece.
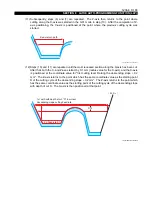
(2) Blank material shape definition block
•
Define the blank workpiece shape using the G01, G02, and G03 codes.
•
Note that the G00 code cannot be used.
•
An alarm occurs if the G02 or G03 code is specified in the first block that follows the G83
block.
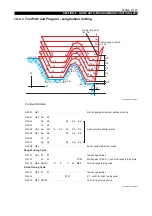
(3) Finish contour definition start G code
•
This code declares the start of the finish contour definition.
•
The blocks following the G81 or G82 block and followed by the G80 block define the finish
contour.
•
G81 code: Longitudinal contour
G82 code: Transverse contour
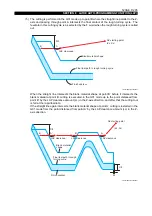
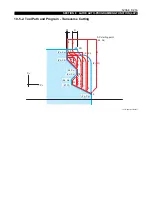
(4) Finish contour definition blocks
•
Define the finish contour using the G00, G01, G02, and G03 codes.
•
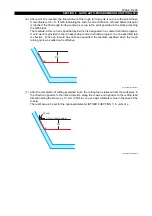
The tool retraction path after the completion of machining varies depending on whether the
first block contains the G00 or G01 code.
•
The G00 code can be used only in the first block.
•
F: Feedrate in finishing
S: Spindle speed in finishing
•
E: Feedrate along contour in the high-speed bar turning cycle
•
F, E, and S commands are all modal.
(5) Contour definition end G code
This code declares the end of contour definition.
(6) Calls for rough turning cycle
•
The rough turning cycle is started by calling the contour definition blocks starting with G85.
•
When the contour definition blocks start with G83, the AP Mode IV (high-speed bar turning
cycle) is selected. (LAP4 only)
•
When the finish contour definition blocks start with G81 or G82, the AP Mode I (bar turning
cycle) is selected.





















































