


























5238-E P-224
SECTION 8 LATHE AUTO-PROGRAMMING FUNCTION (LAP)
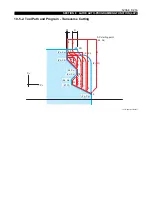
In rough turning cycles in AP Mode IV, the axes return to the point where cutting along the
shifted blank material has been started according to the following procedure:
•
The X-axis is positioned at the point "largest X-coordinate in that cutting cycle + 0.2 mm
(0.008 in.) (diameter value)".
•
The Z-axis is positioned at a point directly above the point where cutting along the shifted
blank material started.
•
The X-axis is positioned at the point where cutting along the shifted blank material started
at a cutting feedrate.
LE33013R0301000290007
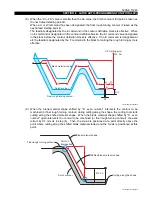
(10) Steps (8) and (9) are repeated until the area between the blank material shape and the finish
contour (or final rough turning contour) is cut. Then, the cutting tool is relieved by 0.1 mm
(0.004 in.) (diameter value for the X-axis) in the direction opposite to infeed direction along the
X-axis and opposite to cutting feed direction along the Z-axis. The relief amount is set at
Relieving amount in LAP-BAR turning of optional parameter (OTHER FUNCTION 1).
LE33013R0301000290008
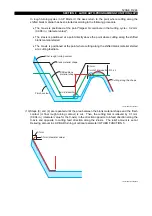
D/2 x n
Final rough turning contour
Blank material shape
Shifted blank
material shape
Finish contour
Point of intersection
0.1mm
Point of intersection
Cutting along the shape
0.1mm
0.1mm (diameter value)





















































