

























5238-E P-208
SECTION 8 LATHE AUTO-PROGRAMMING FUNCTION (LAP)
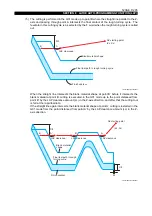
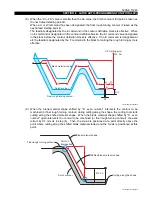
Steps (4) through (8) are repeated up to the cutting condition change point. After that point, the
same cycle is repeated with the depth of cut (D) and feedrate (F) changed.
LE33013R0301000230006
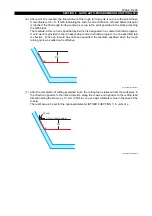
(9) When a descending slope is to be cut in step (6), the cutting tool descends along the contour up
to the point whose X-coordinate is the same as that of the point where cutting on contour
started. Then, cutting is executed from that point in the G01 mode until the line parallel to the Z-
axis intersects the final rough turning contour. The cutting tool moves in the same manner as in
step (5) when the line intersects the blank material shape before it intersects the final rough
turning contour.
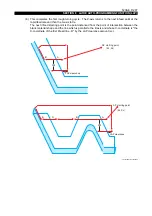
Steps (6) and (7) are repeated. The Z-axis then returns to the point where cutting along the Z-
axis is started in step (10). After the Z-axis has been positioned, the X-axis is positioned at the
point where the previous cutting cycle started.
LE33013R0301000230007
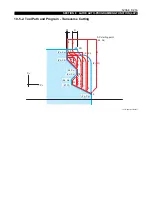
Feedrate F
Feedrate FA
Feedrate FB
FA
FB
F
F
D/2
D/2
DA/2
DA/2
XA
XB
DA/2
DB/2
D(DA, DB)/2
Feedrate Ed
Feedrate F(FA, FB)
Feedrate F(FA, FB)





















































