



























5238-E P-143
SECTION 7 FIXED CYCLES
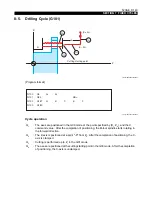
Cycle operation
For "
α
", the value set at Pecking amount in drilling cycle of optional parameter (MULTIPLE
MACHINING) is used.
Q
1
: The axes are positioned in the G00 mode to the point specified by (X
0
, Z
1
) and the C
command value. After the completion of positioning, the M-tool spindle starts rotating in
the forward direction.
Q
2
: The X-axis is positioned at a point "-I" from X
0
. After the completion of positioning, the C-
axis is clamped.
Q
3
: A drilling cycle in step feed mode is carried out up to X
1
.
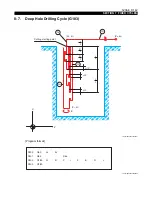
"Step feed" means the axis movement illustrated in the diagram. That is, the axis is fed by
"D" and then it retracts by "
α
" at the rapid feedrate. This infeed and rapid retraction cycle
is repeated until the total infeed amount reaches "L", where the axis is returned up to the
cutting starting point. The axis is then infed to the previous drilled depth and then the cycle
indicated above is repeated up to the target point X
1
.
At the bottom of the hole, the dwell function is activated for time duration "E" (omissible).
Q
4
: The axes are positioned at the cutting starting point in the G00 mode. After the completion
of positioning, the C-axis is unclamped.





















































