


























5238-E P-227
SECTION 8 LATHE AUTO-PROGRAMMING FUNCTION (LAP)
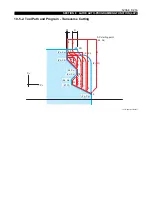
10-5-5. Precautions
•
Be sure to designate the contour defining sequence name right after the G code calling for
execution of a LAP program:
G85, G86, G87 and G88
•
The G83 (G81 or G82) code used to indicate the start of contour definition must be assigned a
proper sequence name.
•
With regard to absolute or incremental programming, G90 or G91, the mode established when
G85, G86, G87 or G88 is commanded is effective. However, this mode is changed if a G code
selecting another dimensioning system is specified in the contour definition program.
In the first block of the contour definition program, it is impossible to designate G90 or G91
independently. Always designate them with X and/or Z commands in the same block.
•
With regard to G64, G65, G94, G95, G96, and G97, the mode established when G85, G86,
G87, or G88 is commanded is effective. Once established, this mode cannot be changed within
the contour definition program.
•
With regard to G00, G01, G02, G03, G31, G32, G33, G34, G35, G64, G65, G94, G95, G96,
G97, G112 and G113, those commands effective when G85, G86, G87 or G88 is commanded
become active after completion of the LAP.
•
Nesting from LAP to LAP is not possible.
•
If a G code calling for the LAP (G85, G86, G87 and G88) is designated while the nose radius
compensation mode is active, an alarm results.
•
Nose radius compensation can be activated during a LAP; however, be sure to cancel the
activated nose radius compensation mode before the G80 block which indicates the end of
contour definition.
Nose radius compensation (G41/G42) can be designated only in the blocks which define the
finish contour (G81/G82 - G80).
LE33013R0301000310001
NAT01
N0001
:
:
N0010
N0011
:
:
N0020
N0032
G83
G01
G81
G00
G80
Xa
Xa
Xj
Za
Za
Zj
G41
G40
Be sure to activate and cancel the LAP
function between G81 (G82) block and G80 block.





















































