
























5238-E P-129
SECTION 7 FIXED CYCLES
6-4.
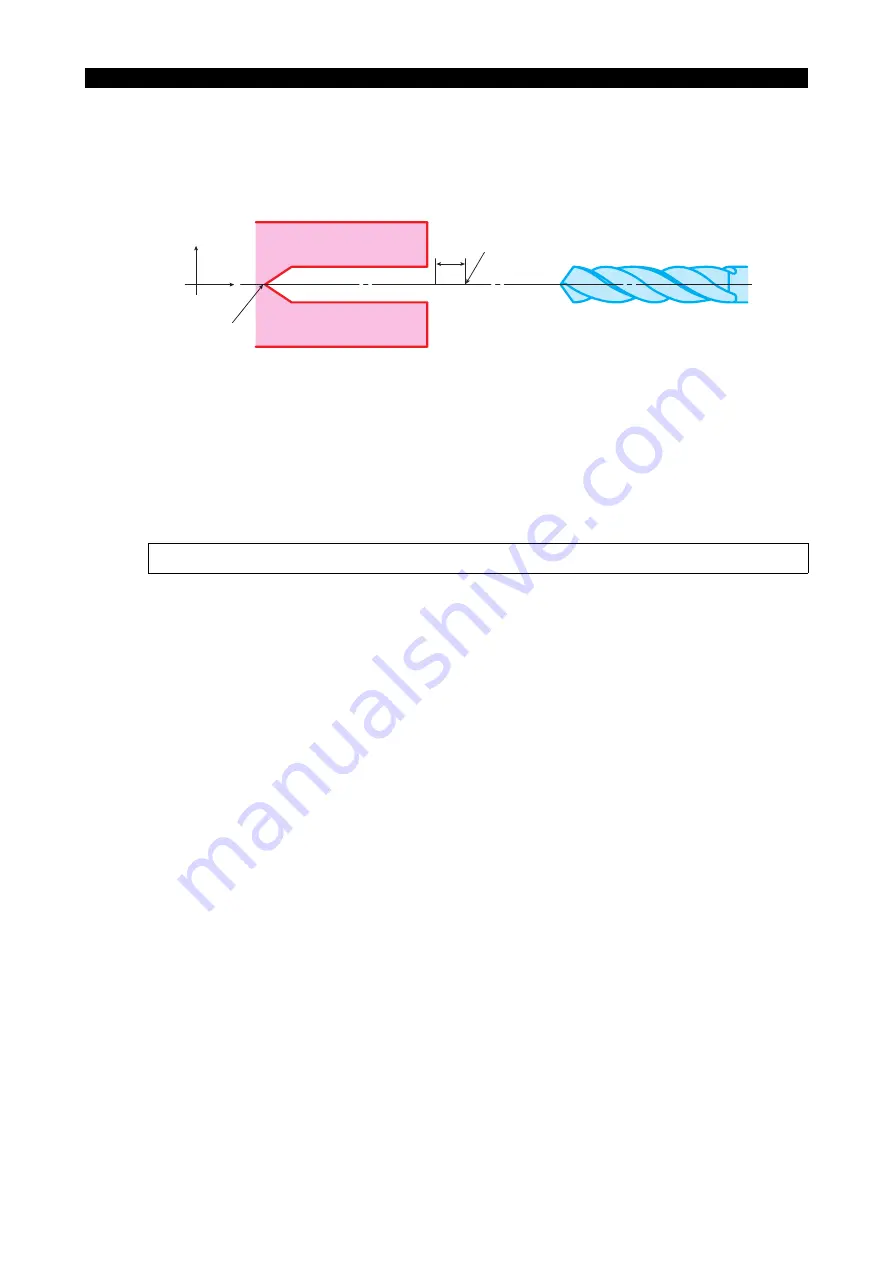
Example Program for Transverse Grooving/Drilling Fixed Cycle
(G74)
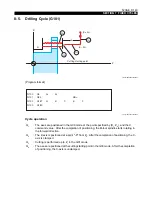
Example: Drill cycle program
LE33013R0300900220001
[Supplement]
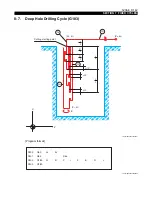
6-5.
Axis Movements in Grooving/Drilling Compound Fixed Cycle
(1) The axis moves the amount specified by "I (K)" at a rapid traverse rate along the X (or Z) axis
from the cycle starting point.
(2) After the axis has been infed by the amount "D", it retracts by the amount "DA" at a rapid
traverse rate.
This peck-feeding cycle is repeated until the programmed target point in the infeed axis
direction is reached.
(3) When an L word is specified in the program, the infeed axis returns to the cycle start point each
time total infeed amount in the repeated peck feeding cycles reaches "L".
(4) When the target point in the infeed axis direction is reached, dwell motion is activated for the
duration commanded in an E word. If no E word is specified, dwell motion is not performed.
After that, the axis returns to the cycle starting point level, and then a shift is executed in
another axis direction by the commanded amount "K" or "I" at a rapid traverse rate.
(5) This completes one grooving cycle. The steps (1) through (4) are repeated to machine the
desired groove.
(6) When the offset tool position (offset number specified in the same block) reaches or goes
beyond the target point in the X or Z axis direction during repetition of a grooving cycle with
shift, the target point of the shift operation is taken as the final target point of the cycle; the final
grooving cycle is performed at that position. When the axis reaches the target depth in the final
grooving cycle, the axes return to the starting point of the compound fixed cycle.
A Z coordinate must always be specified in the G74 block.
X
Z
Za
K
Zs
Xs
N0001
N0002
N0003
G00
G74
X
S
X
S
S
Z
S
Z
a
T
K
M
D
L
E
F





















































