


























5238-E P-165
SECTION 7 FIXED CYCLES
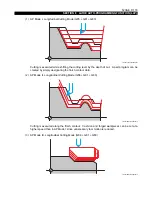
When cutting a thread having a width of 5 mm and 60 mm long as shown above, program as below
using G185 to call out the thread cutting fixed cycle.
LE33013R0300900520006
[Supplement]
LE33013R0300900520007
•
Command SA = 12 in the N103 block specifies the feedrate along the C-axis as 12 min
-1
.
•
The repeat function is not available for the thread cutting fixed cycles called by G185 through
G188.
•
In the thread cutting fixed cycle called for by G185 through G188, only the G95 feedrate mode
is selectable. Programming G94 in these modes results in alarm. In this mode, the feedrate of
the C-axis is referred to.
•
In the thread cutting cycles called by G185 through G188, only constant pitch thread can be cut.
•
In the G183 mode, an F code specifies thread pitch.
N099
N100
N101
N102
N103
N104
N105
N106
N107
N108
N109
N110
M05
M110
M15
T0505
SB=400
SA12
M12
M109
M02
G00
G095
G185
G180
G00
G95
X1000
X110
X95
X90
X85
X80
X1000
Z1000
Z120
Z60
Z1000
C0
F10
Continued from turning operation program
The spindle indexes to the 0
°
position.
After the end mill is positioned to X95
at the rapid feedrate, it starts rotating
in the leftward direction at
400 min
-1
.
The end mill is fed to Z60 at the
commanded feedrate, 10 mm/rev.
The end mill is returned to X110 at
the rapid feedrate.
The end mill is returned to Z120 at
the rapid feedrate.
The spindle indexes to the 0
°
position.
After the end mill is positioned at X90
at the rapid feedrate, the thread
cutting cycle is executed.
In the same way, the spindle indexes
and thread cutting cycle is executed
up to X85
In the same way, the thread cutting
cycle is executed at X80
G180 cancels the fixed cycle mode.
Command point
Example 4:
Tool No. : T0707
Program
zero
Tool
: ø5 end mill
80
100
A
B
C
C330
°
C0
°
C210
°
C90
°
75
45
20
15
100
80
40
SB = 1000 min
-1





















































