



























5238-E P-189
SECTION 8 LATHE AUTO-PROGRAMMING FUNCTION (LAP)
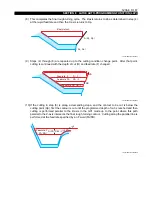
(13) The steps described above are repeated until the X-axis reaches the level where a tool path is
generated below the "Xa + U" level. When this level is reached, the final rough turning is
carried out along the contour up to point B.
The feedrate for cutting along the final rough cutting contour is the one specified by the E word.
LE33013R0301000140009
After the completion of the final rough turning step, the X- and Z-axes are relieved by 0.1 mm
(diameter value for the X-axis). The relief amount is set at Relieving amount in LAP-BAR
turning of optional parameter (OTHER FUNCTION 1).
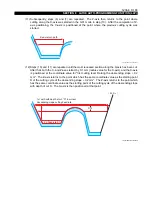
(14) On completion of step (13), the axes return to the AP starting point (Xs, Zs).
There are two patterns of axis return motion:
The two axes return to the AP starting point simultaneously when G00 is designated in the first
block of the contour definition program (the block following the one containing either G81 or
G82).
When G01 is designated in the block indicated above, positioning on the X-axis is done first,
then the Z-axis returns to the AP starting point.
LE33013R0301000140010
This completes the rough turning cycle.
Final contour of rough
turning cycle
0.1mm
0.1mm
B
Ec
Eb
(Xp, Zp)
U/2
W
Z-axis return path when N0001 is in G01 mode
AP starting point
(Zs, Xs)
X-axis return path when
N0001 is in G01 mode
Axis return path when N0001 is in G00 mode
(Za+W, Xa+U)
(Za, Xa)





















































