





























5238-E P-243
SECTION 9 CONTOUR GENERATION
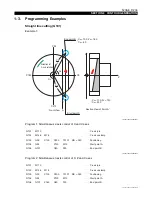
Program:
LE33013R0301100030016
[Supplement]
If the control does not support user task 2 (optional), it cannot perform trigonometric function
calculations. Therefore, programming must be done by directly entering numeric values.
N101
N102
N103
N104
N105
N106
N107
:
:
M15
C30
X[200-V1]
∗
SIN[35]
SB=250
Z100
M13
X-[200-V1]
∗
SIN[35]
F30
:
:
Y220+60-[200-V1]
∗
COS[35]
Y220+60-[200-V1]
∗
COS[35]
M110
M146
G137
G00
T0101
G94
G102
L220-20
G136
C-axis join
C-axis unclamp
Start of coordinate system conversion
Positioning at start point A
Cutting up to point B
End of coordinate system conversion
.........
.........
.........
.........
.........
.........





















































