





























5238-E P-259
SECTION 11 PROGRAMMING FOR SIMULTANEOUS 4-AXIS CUTS (2S Model)
•
The blocks dominated by the respective G codes, G13 and G14, are continuous as a program.
That is, N0101 directly follows N0049 and N0151 follows N0099. Therefore, when the S, T, and
M commands in these blocks are the same as designated in N0001 and N0051, respectively,
they can be omitted.
•
Blocks containing S and M commands (M41 through M44, M00, M01, M03, M04 and M05) for
turrets A and B, or a G96 code, must also contain P commands assigned the same number (up
to four digits) to synchronize the execution of the commands in those blocks at turrets A and B.
When synchronization of command execution at the two turrets is required, use the P
command.
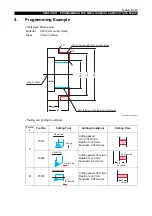
Program example:
LE33013R0301300050002
O0100
N0000
N0001
N0002
N0050
N0098
N0099
N0100
N0101
N0102
N0150
N0200
N0201
G13
G00
G01
G00
G14
G00
G01
G00
X800
X1
X
X80.0
X800
X3
X4
X800
Z800
Z1
Z2
Z800
Z800
Z9
Z4
Z800
P10
P20
P30
P40
P10
P20
P30
P40
M412S120T0101
M03
F0.4
M05
M41S120T0101
M03
F0.3
M05
%
P10 in N0001 and in N0101 synchronizes
execution of M41 S120 in those blocks.
P20 in N0002 and in N0102 synchronizes
execution of M03.
P30 in N0050 and in N0150 synchronizes
the start of cutting.
P40 in N0090 and in N0201 synchronizes
execution of M05.





















































