





























5238-E P-244
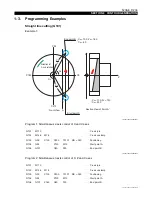
SECTION 9 CONTOUR GENERATION
1-4.
Supplementary Information
Special operation in the G101 mode
If the tool paths commanded without the cutter radius compensation function or the tool paths
calculated as a result of activation of the cutter radius compensation function are straight lines
passing through the center of the X-C coordinate, the following special operation occurs.
(1) When the C commands of the start and end points are the same:
LE33013R0301100040001
Although the G101 command calls for compound X- and C-axis motion, only the X-axis moves
in this case (the same as G01 motion).
(2) When the start point lies at the center and the C commands of the start and end points differ:
LE33013R0301100040002
In this case, only the C-axis moves until the commanded value is reached; then X-axis motion
occurs.
(3) When the end point lies at the center and the C commands of the start and end points differ:
LE33013R0301100040003
This case is the opposite of (2) above; only the X-axis moves until the commanded value is
reached; then C-axis motion occurs.
C = 90
°
C = 0
°
End point
Start
point
C = 90
°
C = 0
°
End point
Start point
C = 90
°
C = 0
°
End point
Start point





















































