


























5238-E P-136
SECTION 7 FIXED CYCLES
•
C-axis clamp effective/ineffective command
When the workpiece is cut using a small-diameter drill in the compound fixed cycle, or when the
material to be cut is soft, the C-axis does not need to be clamped during cutting.
When M141 (C-axis clamp ineffective) is designated, C-axis clamp motion is eliminated,
resulting in a reduced cycle time.
M169 is only effective within one block.
•
Ignoring the M-tool constant speed rotation answer for M140 (tapping cycle)
In the tapping cycle, cutting feed starts after receiving the M-tool constant speed rotation
answer. Because of this, a time lag occurs between the start of tool rotation and the start of
cutting feed. Normally, the time lag is adjusted by a mechanism in the tapping unit. If the time
lag cannot be adjusted, designate M140 (ignoring the M-tool constant speed rotation answer).
The M-tool constant speed rotation answer is ignored.
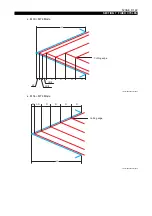
8-2-2. G190 mode
In this mode, the following cycle is carried out in a single block of commands.
Face Machining (With K command)
LE33013R0300900290001
Side Machining (With I command)
LE33013R0300900290002
C90
°
C0
°
(Diagram)
Program zero
Q
2
Q
3
Q
4
Q
4
Q
2
Q
1
Q
1
Q
3
Cutting starting point
X/2
Z
Z
K
X
K
(Actual Example)
Starting point
C90
°
C0
°
(Diagram)
Program zero
Q
2
Q
3
Q
4
Q
2
Q
1
Q
3
Q
4
Cutting starting point
X/2
I/2
X/2
I/2
Z
Z
(Actual Example)
Starting point





















































