


























5238-E P-166
SECTION 7 FIXED CYCLES
When cutting a key way having a width of 5 mm and 20 mm long as shown above, program as
below using G190 to call out the key way cutting fixed cycle.
LE33013R0300900520008
[Supplement]
•
Tool rotation, and C-axis clamp and unclamp command in blocks N104 through N106 are
unnecessary as they are generated automatically.
•
In block N105, which calls out drilling cycle on the second hole, program only the commands
differing from those provided in the previous block N104. In blocks N106 and N107, the same
programming manner applies.
•
S, M, and T codes must not be programmed during fixed cycle mode operation.
N099
N100
N101
N102
N103
N104
N105
N106
N107
N108
N109
N110
M05
M110
M15
T0707
SB=
1000
M211
M213
M12
M109
M02
G00
G94
G190
G180
G00
G95
X1000
X200
X75
x45
X1000
Z1000
Z100
Z120
Z80
Z1000
C90
C210
C330
K15
D8 W0.2
E15
F30
Continued from turning operation program
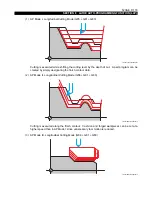
1. The spindle is indexed
to the 90
°
position.
The end mill is positioned
at the Z105 mm position
at the rapid feedrate and
the M-tool spindle starts
rotating in the CCW
direction at 1000 min-1.
2. The end mill cuts to the
Z97 mm position at
15
mm/min.
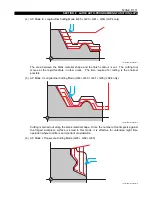
3. The end mill cuts to the
X45 mm position at
30
mm/min.
4. The end mill returns to
the Z105 mm position at
the rapid feedrate.
5. The end mill returns to
the X75 mm position at
the rapid feedrate
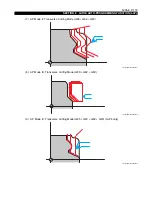
6. The end mill cuts to a
position 8 mm from the
previous infeed position.
7. Steps 3) - 6) are repeated
until the Z-axis reaches
the 80 mm position.
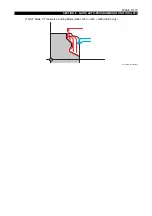
Machining of groove B
Machining of groove C





















































