



























5238-E P-145
SECTION 7 FIXED CYCLES
8-9.
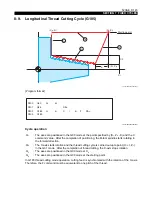
Longitudinal Thread Cutting Cycle (G185)
LE33013R0300900370001
[Program format]
LE33013R0300900370002
Cycle operation
In G185 thread cutting mode operation, cutting feed is synchronized with the rotation of the C-axis.
Therefore, the F command must be equivalent to one pitch of the thread.
Q
1
: The axes are positioned in the G00 mode at the point specified by (X
1
, Z
0
- K) and the C
command value. After the completion of positioning, the M-tool spindle starts rotating in
the forward direction.
Q
2
: The C-axis starts rotation and the thread cutting cycle is carried out up to point (X
1
+ I, Z
1
)
in the G01 mode. After the completion of thread cutting, the C-axis stops rotation.
Q
3
: The axes are positioned in the G00 mode at X
0
Q
4
: The axes are positioned in the G00 mode at the starting point.
Starting point
(X
0
, Z
1
)
(X
1
, Z
0
)
(X
0
, Z
1
)
K
X
1
I/2
Q
1
Q
2
Q
3
Q
4
N100
N101
N102
N103
G00
G95
G185
G180
X
0
X
1
Z
0
Z
1
SB=
C
I
K
F
SA=
:
:





















































