























5238-E P-177
SECTION 8 LATHE AUTO-PROGRAMMING FUNCTION (LAP)
6.
Change of Cutting Conditions in Bar Turning Cycle (G84)
[Program format]
LE33013R0301000060001
[Function]
These commands allow the cutting conditions to be changed from the desired point(s) during a
rough turning cycle. If no change in cutting conditions is necessary, do not use them.
[Details]
These commands must be programmed in the block containing G85, which calls out the bar turning
cycle. Since the number of characters in one line will be very large if these commands are specified
in the same line, they are written in different lines preceded by "$", which indicates that the
commands in these lines belong to the same block.
•
G84 and commands following it must be designated after "N......G85 N......".
•
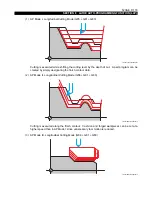
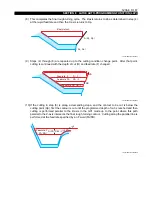
For OD turning, the coordinate values of "LAP starting point", "rough turning condition change
point A" and "rough turning condition change point B" must be designated so that they become
smaller in this order. For ID turning, they must be designated so that they become larger in this
order.
•
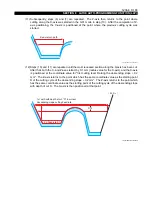
If both cutting condition change points A and B exist when infeed D is executed, the depth of cut
and the feedrate designated for XB = (ZB = ) are effective.
•
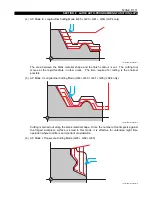
If the present position is before XA but the tool path will go beyond XA when a cutting cycle is
performed with the depth of cut D from the present position, the cycle is performed with D
designated; DA is designated when the present position is on XA.
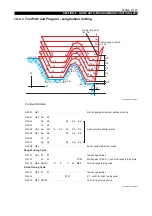
•
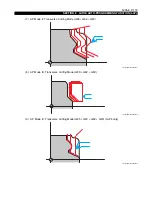
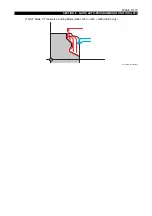
In longitudinal cutting, ZA = and ZB = commands must not be designated. In transverse cutting,
XA = and XB = commands must not be designated, either.
N
• • •
$
$
N
• • •
XA = (ZA =)
XB = (ZB =)
DA =
DB =
FA =
FB =
Indicates that the commands are continuous.
(Must be specified at the beginning of the block.)
G85
G84
Specifies the point where
cutting conditions are changed.
Depth of cut after cutting
condition change
Feedrate after cutting
condition change point





















































