





























5238-E P-59
SECTION 6 OFFSET FUNCTION
1-4.
Nose Radius Compensation Commands (G, T Codes)
The programming commands - G and T codes, used to activate the tool nose radius compensation
function, are detailed in this section.
G Codes
The term indicating the side of the workpiece, right or left, is determined according to the direction in
which the tool is advancing.
LE33013R0300800040001
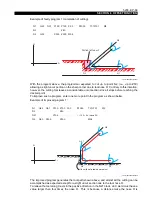
Since G41 and G42 codes are selected to agree with the coordinate system (right-hand system) the
machine employs, they should be selected as below for lathes which have a coordinate system in
which the positive direction of the X-axis is directed toward the operator.
LE33013R0300800040002
T Codes
Six numerical characters following address character "T" specify the nose radius compensation
number, tool number, and tool offset number.
LE33013R0300800040003
G40 : Used to cancel the tool nose radius compensation mode.
G41 : Tool nose radius compensation - Left
Used when the tool moves on the left side of the workpiece.
G42 : Tool nose radius compensation - Right
Used when the tool moves on the right side of the workpiece.
G42 : Right of workpiece
G41 : Left of workpiece
X+
Z+
X+
Z+
G42
G41
T
ΟΟ∆∆
ΟΟ
: Tool nose radius compensation number
∆∆
: Tool number
: Tool offset number





















































