





























Drive set-up procedure
14.3.2 Acceleration/Deceleration
14-62
Usage of post-interpolation acc./dec.
For pre-interpolation acc./dec., the acc./dec. per program block is enabled so frequently that accuracy
of machining is better than ever, while the machining time at the same feed rate is longer.
If you weight the machining time more than machining accuracy for the grinding feed, you can apply
the post-interpolation acc./dec. employing post-interpolation jerk with the following setting.
In this case, set the machine data related to the following post-interpolation acc./dec. after setting the
value to be almost disabled . For details about machine data setting, see the examples in the following
table.
• MD32400 AX_JERK_ENABLE
Meaning:
post-interpolation jerk enabled
Setting value: 0---disabled
1---enabled
Specify the value 1 (one) when post-interpolation jerk is employed.
• MD32402 AX_JERK_MODE
Meaning:
Post-interpolation jerk mode
Setting value: 1---exponential acc./dec. filter
2---linear acc./dec. (average) filter
Standard setting value: 2 (1: exponential acc./dec. filter affects machining profile errors because
of the large delay of this filter.)
• MD32410 AX_JERK_TIME
Meaning:
post-interpolation jerk time constant
Setting value: [sec]
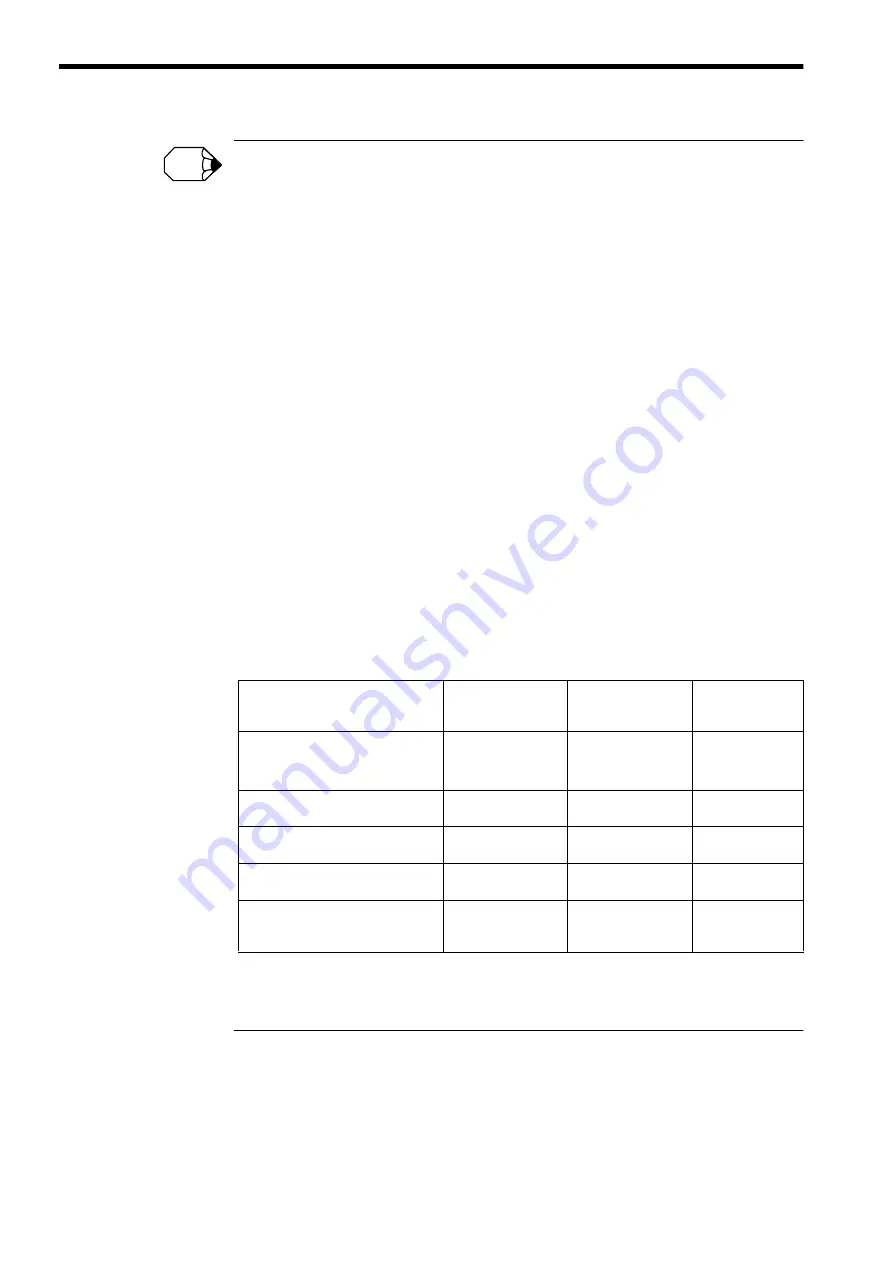
The following table shows examples of machine data setting when post-interpolation acc./dec. is
employed, compared to the setting when pre-interpolation acc./dec. employed.
Note: Post-interpolation jerk MD32431 on the above example is shown as
almost disabled, but it is possible to perform smoother acc./dec. by
setting the values in the same way as pre-interpolation jerk.
CNC machine data
Pre-interpolation
acc./dec.
Pre-interpolation
acc./dec.
(Linear acc./dec.)
Remarks
Pre-interpolation acc./dec. rate
MD32300 MAX_AX_ACCEL
3.3m/sec
2
100.0m/sec
2
(
Almost infinite set-
ting)
Pre-interpolation acc./dec. jerk
MD32431 MAX_AX_JERK
10000.0m/sec
3
10000.0m/sec
3
Almost disabled set-
ting
Post-interpolation jerk enable
MD32400 AX_JERK_ENABLE
0: disabled
1: enabled
Post-interpolation jerk mode
MD32402 AX_JERK_MODE
-
2: linear acc./dec.
Post-interpolation jerk time constant
MD32410 AX_JERK_TIME
0.001sec
(Almost disabled set-
ting)
0.05sec
INFO
Содержание CNC Series
Страница 1: ...Maintenance Manual Serviceman Handbook MANUAL No NCSIE SP02 19 Yaskawa Siemens CNC Series...
Страница 26: ...Part 1 Hardware...
Страница 38: ...System Configuration 1 2 3 Spindle motor designations 1 12...
Страница 58: ...Installing the control panels 2 3 5 Installing lightning surge absorbers 2 20...
Страница 62: ...Installing the motors 3 4...
Страница 84: ...Connection method 4 3 2 Setting the rotary switches on the inverters and servo units 4 22...
Страница 96: ...Part 2 Software...
Страница 102: ...Software configuration 6 6...
Страница 103: ...7 1 Chapter 7 Backup 7 1 How to archive 7 2 7 2 Network settings 7 7 7 2 1 YS 840DI settings 7 7 7 2 2 PC settings 7 14...
Страница 105: ...7 1 How to archive 7 3 3 Select the Workpieces folder 4 Click on Archive File which is one of the right side keys...
Страница 113: ...7 2 Network settings 7 11 8 Click on the radio button to the left of Specify an IP address...
Страница 121: ...7 2 Network settings 7 19...
Страница 122: ...Part 3 PLC...
Страница 154: ...Part 4 Setting up and maintenance...
Страница 160: ...Overview of System 10 1 2 Basic operation 10 6...
Страница 204: ...How to use Digital Operation 12 2 9 Setting the password setting for write prohibit 12 32...
Страница 327: ...Error and Troubleshooting 15 4...
Страница 328: ...15 1 Errors without Alarm Display and Troubleshooting 15 5...
Страница 329: ...Error and Troubleshooting 15 6...
Страница 343: ...Maintenance and Check 16 3 3 Setting up Initializing Absolute encoder 16 14...





















































