





























GSK988T Turning CNC System User Manual
82
Ⅰ
Programming
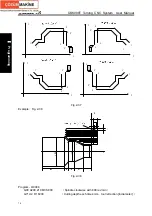
G73 P14 Q19 U0.5 W0.3 F0.3 ;
(
X roughing with 0.5 allowance and Z 0.mm
)
N14 G00 X80 W-40 ;
G01 W-20 F0.15 S600 ;
X120 W-10 ;
W-20 ; Blocks for finishing
G02 X160 W-20 R20 ;
N19 G01 X180 W-10 ;
G70 P14 Q19 M30;
(
Finishing
)
2.15.4 Finishing Cycle G70
Command function
:
The tool executes the finishing of workpiece from starting point along
with the finishing path defined by ns
~
nf blocks. After executing G71, G72 or G73
to roughing, execute G70 to finishing and single cutting of finishing allowance is
completed. The tool returns to starting point and execute the next block following
G70 block after G70 cycle is completed.
Command format
:
G70 P
(
ns
)
Q
(
nf
);
Command specifications:
1. ns
:
Block number of the first block of finishing path
nf: Block number of the last block of finishing path.
G70 path is defined by programmed one of ns
~
nf blocks. Relationships of relative position
of ns, nf block in G70
~
G73 blocks are as follows:
........
G71/G72/G73 ……
;
N
(
ns
)
......
........
· F
· S Blocks for finishing path
·
·
N
(
nf
)
……
...
G70 P
(
ns
)
Q
(
nf
);
...
...
2. G70 is compiled following ns
~
nf blocks. If they are in the front of G71 blocks, the system
automatically searches and executes ns
~
nf blocks, and then executes the next program
following nf block after they are executed, which causes the system executes ns
~
nf
blocks repetitively.
3. F, S, T in ns
~
nf blocks are valid when executing ns
~
nf to command G70 finishing cycle.
4. G96, G97, G98, G99, G40, G41, G42 are valid in G70;
5. When G70 is executed, the system can stop the automatic run and manual traverse, but
return to the position before manual traversing when G70 is executed again, otherwise,
the following path will be wrong.
6. When the system is executing the single block, the program pauses after the system has
Содержание 988T
Страница 6: ...GSK988T Turning CNC System User Manual VI ...
Страница 14: ...GSK988T Turning CNC System User Manual XIV ...
Страница 15: ...Chapter 1 Programming Fundamentals 1 Ⅰ Programming Ⅰ PROGRAMMING ...
Страница 16: ...GSK988T Turning CNC System User Manual 2 Ⅰ Programming ...
Страница 194: ...GSK988T Turning CNC System User Manual 180 Ⅰ Programming ...
Страница 195: ...Chapter Ⅰ Overview 181 Ⅱ Operation Ⅱ OPERATION ...
Страница 196: ...GSK988T Turning CNC System User Manual 182 Ⅱ Operation ...
Страница 215: ...Chapter Ⅲ Windows 201 Ⅱ Operation Note It can be displayed after U disk is inserted in the U disk catalog ...
Страница 217: ...Chapter Ⅲ Windows 203 Ⅱ Operation ...
Страница 267: ...Chapter Ⅲ Windows 253 Ⅱ Operation Fig 3 51 Fig 3 52 ...
Страница 412: ...GSK988T Turning CNC system User Manual 398 Appendix Fig 3 5 Horizontal operation panel appearance dimension ...







































































