




























Chapter
Ⅳ
Tool Nose Radius Compensation
147
Ⅰ
Programming
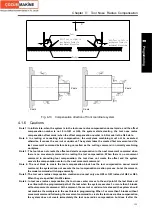
defined by the motion command.
Note 1: In tool traversing compensation mode, when the system executes the tool offset, NO. 5002 Bit6 sets
the valid method of the tool offset:
LWM=0: it is valid in the block of T code
LWM=1: it is valid in the axis movement block
Note 2: No.5001 Bit6
(
EVO
)
sets the valid method of modifying tool wear tool when the system executes the
program:
EVO =0: it is valid in the next specified T code
EVO =1: it is valid in the next buffer block
Note: After the tool wear value is modified, the system executes the wear value in the tool traversing method
to avoid the too big wear value.
Note 3: It is suggested that the program should be complied according to the normative method, that is, the
tool change is executed in the safe position and then the absolute value command is used to position
to the starting point of the machining.
Note 4: In the coordinate offset compensation mode, when the system executes the tool offset and executes T
function command instead of movement command, it uses G50 to set the coordinate system, the
displayed absolute coordinate value is that the coordinate value set by G50 adds or subtracts the
unexecuted tool compensation value.
Note 5: T command can use the leading zero. When T00
□□
is commanded or only tool offset number is
commanded in the program and the current tool number is not changed, the system only
correspondingly modifies the current tool offset value.
Note 6: After executing the miscellaneous function lock is valid, the system does not execute the tool change
when T command is executed but the tool offset is executed. When using the miscellaneous function
lock checks the program function, it is executed in the safety position.
3.3.2 Tool Life Management
When the tool life management is used, TLF (No. 8132#0) is set to “1”.
The tools are divided into many groups. Each group specifies its corresponding tool life (the used
time or used times), and the used time or times are accumulated. When the current tool life arrives,
the next tool in the same group is selected according to the preset order. The system alarms when all
tool life are used in the same group.
3.3.2.1 Tool Life Management Data
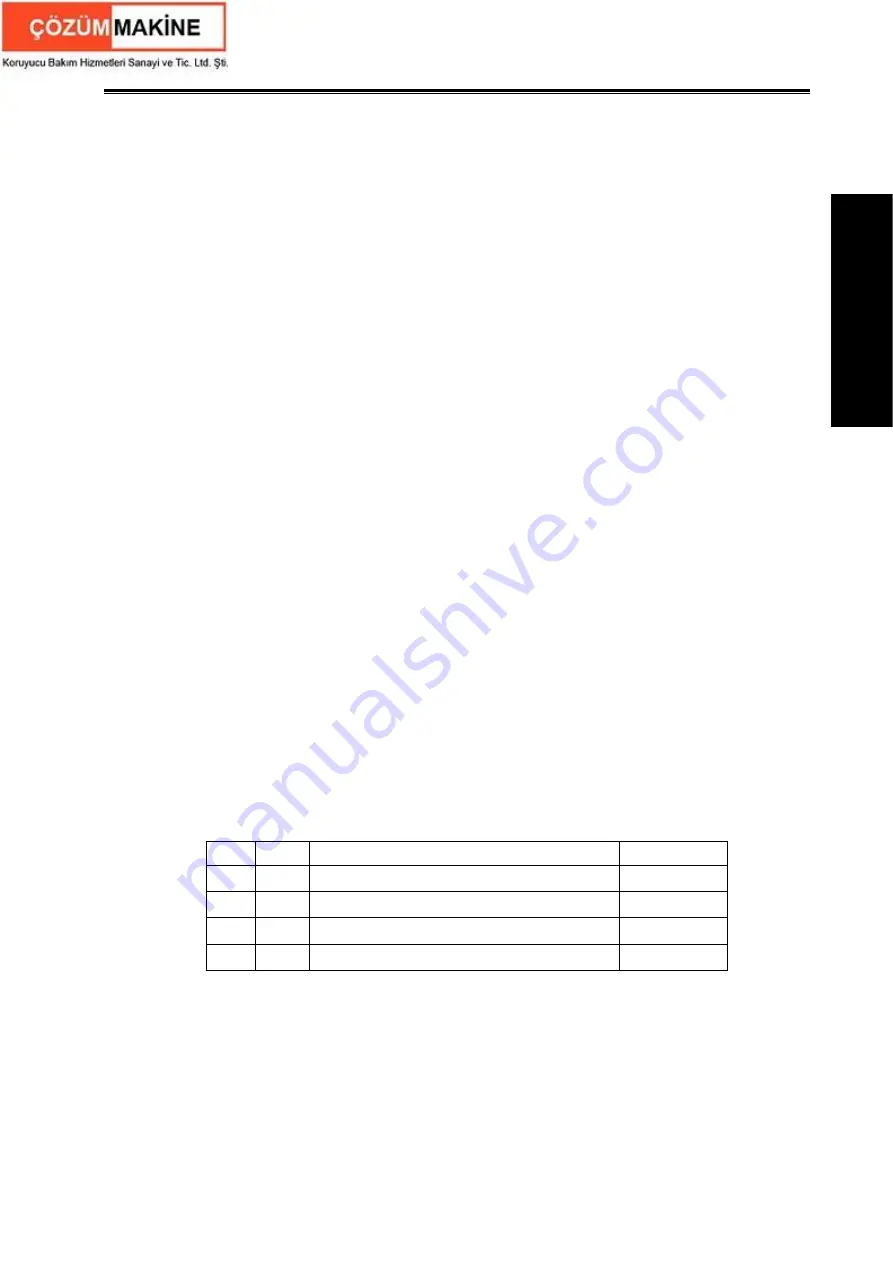
Set the used most group number in No. 6813. Bit0 and Bit1 (GS1 and GS2) of No.6800 set the
actual group number and the most tool in each group.
GS2 GS1
Group number
Tool number
0 0 1/8 of 1
~
most group number (N0.6813)
1
~
16
0 1 1/4 of 1
~
most group number (N0.6813)
1
~
8
1 0 1/2 of 1
~
most group number (N0.6813)
1
~
4
1 1 1
~
most group number (N0.6813)
1
~
2
Note 1: After the above No. 6813 or No.6800 Bit0 and Bit1 (GS1 and GS2) are changed, inputting programs of
tool life data resets the tool life;
Note 2: The same tool number appears in any time in programs of tool life data;
Note 3: T command is consisted of the tool selection number and the tool offset number;
Note 4: No.5002 Bit 0 must be set to 0 when the tool life management function is used.
3.3.2.2 Tool Life Timing/Counting
When the tool life counting method in the input program of tool life data is not specified, LTM
(No.6800#2) value is set to confirm the time or times to specify the tool life.
Содержание 988T
Страница 6: ...GSK988T Turning CNC System User Manual VI ...
Страница 14: ...GSK988T Turning CNC System User Manual XIV ...
Страница 15: ...Chapter 1 Programming Fundamentals 1 Ⅰ Programming Ⅰ PROGRAMMING ...
Страница 16: ...GSK988T Turning CNC System User Manual 2 Ⅰ Programming ...
Страница 194: ...GSK988T Turning CNC System User Manual 180 Ⅰ Programming ...
Страница 195: ...Chapter Ⅰ Overview 181 Ⅱ Operation Ⅱ OPERATION ...
Страница 196: ...GSK988T Turning CNC System User Manual 182 Ⅱ Operation ...
Страница 215: ...Chapter Ⅲ Windows 201 Ⅱ Operation Note It can be displayed after U disk is inserted in the U disk catalog ...
Страница 217: ...Chapter Ⅲ Windows 203 Ⅱ Operation ...
Страница 267: ...Chapter Ⅲ Windows 253 Ⅱ Operation Fig 3 51 Fig 3 52 ...
Страница 412: ...GSK988T Turning CNC system User Manual 398 Appendix Fig 3 5 Horizontal operation panel appearance dimension ...







































































