





























GSK988T Turning CNC System User Manual
76
Ⅰ
Programming
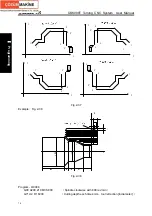
X
Z
B
B’
C
C’
A’
A
X
Z
B
B’
C
C’
A’
A
X
Z
B
B’
C
C’
A’
A
X
Z
B
B’
C
C’
A’
A
Fig.2-45
Example
:
Fig. 2-46
a
Starting point
(176,10)
80
20
15
20
b
c
d
Z
X
Program
:
O0005
;
G00 X176 Z10 M03 S500
(
Change No.2 tool and execute its compensation,
spindle rotation with 500 rev/min
)
G72 W2.0 R0.5 F300
;
(
Tool infeed 2mm, tool retraction 2mm
)
G72 P10 Q20 U0.2 W0.1
;
(
Roughing a--d
,
X roughing allowance 0.2mm and Z
0.1mm
)
N10 G00 Z-55 S800
;
(
Rapid traverse
)
Fig.2-46
Содержание 988T
Страница 6: ...GSK988T Turning CNC System User Manual VI ...
Страница 14: ...GSK988T Turning CNC System User Manual XIV ...
Страница 15: ...Chapter 1 Programming Fundamentals 1 Ⅰ Programming Ⅰ PROGRAMMING ...
Страница 16: ...GSK988T Turning CNC System User Manual 2 Ⅰ Programming ...
Страница 194: ...GSK988T Turning CNC System User Manual 180 Ⅰ Programming ...
Страница 195: ...Chapter Ⅰ Overview 181 Ⅱ Operation Ⅱ OPERATION ...
Страница 196: ...GSK988T Turning CNC System User Manual 182 Ⅱ Operation ...
Страница 215: ...Chapter Ⅲ Windows 201 Ⅱ Operation Note It can be displayed after U disk is inserted in the U disk catalog ...
Страница 217: ...Chapter Ⅲ Windows 203 Ⅱ Operation ...
Страница 267: ...Chapter Ⅲ Windows 253 Ⅱ Operation Fig 3 51 Fig 3 52 ...
Страница 412: ...GSK988T Turning CNC system User Manual 398 Appendix Fig 3 5 Horizontal operation panel appearance dimension ...







































































