





























GSK988T Turning CNC System User Manual
64
Ⅰ
Programming
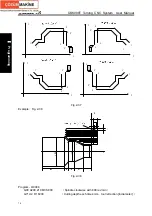
Cycle process:
①
Z rapidly traverses from starting point to cutting starting point;
②
Cutting feed (linear interpolation) from the cutting starting point to cutting end point;
③
Z executes the tool retraction at the cutting feedrate (opposite direction to the
above-mentioned
①
), and returns to the position which the absolute coordinates and the
starting point are the same;
④
The tool rapidly traverses to return to the starting point and the cycle is completed.
Fig. 2-32
Fig.2-33
Address Incremental
system
Metric
(
mm
)
input
Inch (inch) input
ISB system
-99999.999
~
99999.999mm -9999.9999
~
9999.9999 inch
R
ISC system -9999.9999
~
9999.9999 mm
-999.99999
~
999.99999 inch
Содержание 988T
Страница 6: ...GSK988T Turning CNC System User Manual VI ...
Страница 14: ...GSK988T Turning CNC System User Manual XIV ...
Страница 15: ...Chapter 1 Programming Fundamentals 1 Ⅰ Programming Ⅰ PROGRAMMING ...
Страница 16: ...GSK988T Turning CNC System User Manual 2 Ⅰ Programming ...
Страница 194: ...GSK988T Turning CNC System User Manual 180 Ⅰ Programming ...
Страница 195: ...Chapter Ⅰ Overview 181 Ⅱ Operation Ⅱ OPERATION ...
Страница 196: ...GSK988T Turning CNC System User Manual 182 Ⅱ Operation ...
Страница 215: ...Chapter Ⅲ Windows 201 Ⅱ Operation Note It can be displayed after U disk is inserted in the U disk catalog ...
Страница 217: ...Chapter Ⅲ Windows 203 Ⅱ Operation ...
Страница 267: ...Chapter Ⅲ Windows 253 Ⅱ Operation Fig 3 51 Fig 3 52 ...
Страница 412: ...GSK988T Turning CNC system User Manual 398 Appendix Fig 3 5 Horizontal operation panel appearance dimension ...







































































